


圆网印花机设备的印染独立传动部分电气控制系统
圆网印花机设备的印染独立传动部分电气控制系统
一、圆网印花机设备的印染部分独立传动的原理
印花设备有平网印花和圆网印花两种,其传动方式有集体传动和独立传动。
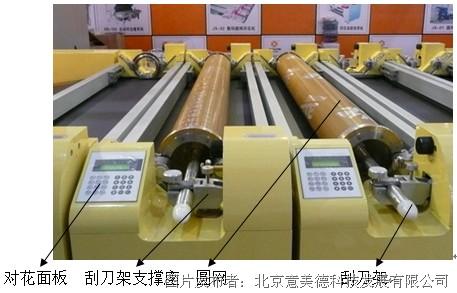
圆网印花是利用刮刀使圆网内的色浆在压力的驱使下通过圆网上刻好的图案印制到织物上去的一种印花方式。
圆网印花机通常由进布装置、印花机头、烘燥装置、落布装置等四部分组成。圆网印花机通常有八色、十二色、十六色、二十四色等几种圆网印花机。
在圆网印花的时候,其主要难点是对花和印染。其动作流程如下:
1、在传送皮带上涂上均匀的胶水;
2、由进布装置进布,一般进布装置有平车进布和布卷进布,在进布装置上一般都有张力调整和纠偏装置
3、布由进步装置送到传送带上以后,传送带上的胶水使布粘贴在传送带上,
4、传送带是由一个变频调速的电机驱动一个大的滚筒进行旋转,其负载侧安装一个编码器。
5、每一组圆网传动装置为伺服电机驱动,由高精密的运动控制器进行闭环控制
6、在印花的时候,需要每一个圆网的旋转速度和传送带的速度严格保证同步;
7、在印花的过程中,如果花的图案不能对应起来,就需要“对花”,其对花就是增加一个偏置来调节圆网旋转的速度
8、印好的布经过一个牵引装置把布带到烘房里面去,烘房一般有四级,烘房的温度是自动进行调整;
9、经过烘房以后,布上印的花图案就干了成我们所需要的图案了
10、然后有一个收布装置把做好的布收卷起来,这个装置也有张力调整和纠偏装置。
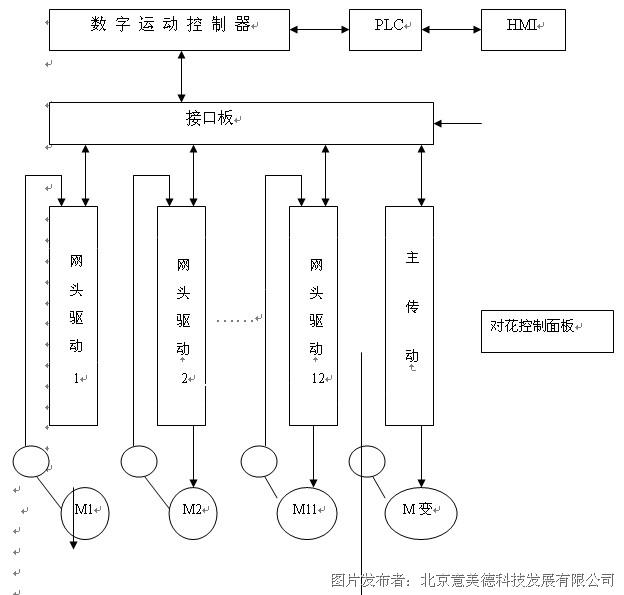
二、电气控制结构框图
控制系统原理框图:(以12色圆网印花机为例 )
三、配置方案
1、运动控制器 采用Trio数字运动控制器MC224,(P170+3*P301+12*P201+P220+P365) 利用Trio控制器的通讯可以连接PLC和触摸屏进行数据交互和扩充输入/输出信号,编码器接收主传送的编码器信号,12个伺服子板控制12个伺服电机。
2、伺服电机采用安川∑-Ⅱ的伺服电机SGDM10ADA/SGMGH09ACA61,采用速度控制方式闭环控制,
3、PLC采用三菱FX-2N的,需要128个输入/输出点
4、触摸屏采用斯美特的触摸屏9.4寸。
5、对花面板自制
四、达到效果
◎ 适用幅宽:不限
◎ 平均运行速度: 100 米 / 分
◎ 最高运行速度: 120 米 / 分
◎ 纵向对花检测精度:≤ 0.03 mm
◎ 纵向对花执行精度: ≤ 0.05mm
◎ 对花启动损耗:比设备改造前降低 50%
◎ 对花启动时间:比设备改造前降低 50%
◎ 圆网与导带速差:在 +8 ‰~- 8 ‰范围可调
◎ 换网时间:比设备改造前降低 50%
◎ 纵向对花操作:可自动对花
◎ 纵向对花稳定性:稳定,不跑花
◎ 适应花色品种:精细花型
◎ 随着科技的发展,印染的颜色现在也可以做到从2色到24色。
该控制系统已广泛应用于新机配套及旧机技术改造,具有很好的性能/价格比及市场竞争力,打破了高档印花机由进口机一统天下的局面。
意美德企业集团欢迎大家来电咨询!




 投诉建议
投诉建议
提交

意美德 MOTEC混合式步进电机与驱动器

MOTEC α HLD 系列智能伺服驱动器
MOTEC SD388B-C001三相智能步进驱动器

意美德 TRIO MC206数字运动控制器

意美德 CNC数控PCB钻铣床系统