


基于Profinet总线的打叶复烤线自动控制系统
引言
打叶复烤线作为卷烟厂的“第一车间”,承担着原料的预处理和深加工,它的精细化加工直接决定着卷烟厂的产品性能和品质,近年随着打叶复烤线的技术改造的加快,一些新工艺和新技术的应用大大提高了打叶复烤线的技术水平。
咸阳烟叶复烤有限责任公司打叶复烤线作为西北地区唯一一家打叶复烤企业,本次技术改造为就地全新改造,所以我们大胆应用了西门子最新的Profinet总线系统。
1 总体架构
1.1 Profinet总线简介
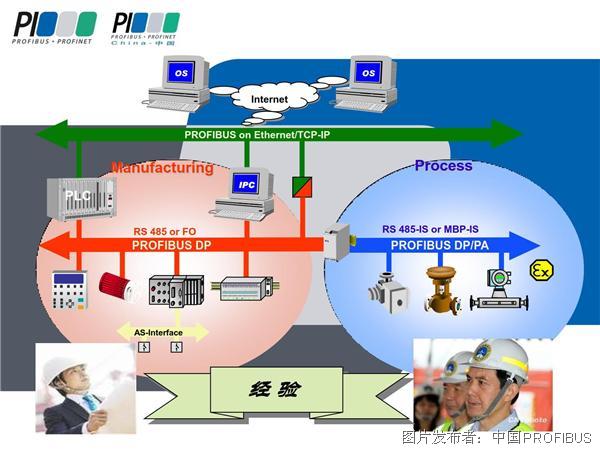
Profinet是由profibus国际组织推出的新一代基于工业以太网技术的自动化总线标准,作为一项战略性的技术创新,Profinet为自动化通信领域提供了一个完整的解决方案,囊括了诸如实时以太网、运动控制、分布式自动化、故障安全及网络安全等当前自动化领域的热点话题,并且作为跨供应商的技术可以完全兼容工业以太网和现有的现场总线(如profibus)技术,保护现有投资。Profinet技术基于工业以太网技术,使用TCP/IP和IT标准,TCP/IP是IT领域关于通讯协议方面的事实上的标准,尽管其响应时间大概在100ms的量级,不过对工厂控制级的应用来说,这个响应时间就足够了,对于传感器和执行器设备之间的数据交换,系统对响应时间的要求更为严格,为此,Profinet提供了一个优化的基于以太网第二层的实时通讯通道,Profinet实时通讯的典型响应时间是5-10ms。
Profinet网络对接入的网络设备有要求,所采用的可编程控制器PLC、分布式IO需有PN接口,网络交换机必须支持Profinet协议。
1.2 本系统配置
本系统针对I/O点多的关键工艺段预处理、打叶复烤及叶片复烤可编程控制器选用SIEMENS公司的CPU 414-2DP,通过通讯处理器CP443-1扩展两个工业以太网口,一个口用于连接上位控制系统,另一个口连接分布式I/0站。其余工艺段选用CPU315-2PN/DP作为各工艺段电控系统的主控制器,开关量、模拟量信号、和普通小电机的信号采集和控制均通过安放在现场的分布式I/O站实现。变频器通过DP总线连接,如果该工艺段DP从站即变频器数量超过32个,则需通过CP443-5通讯模块扩展DP口接入PLC。分布式I/O站(PROFINET总线接口模块,规格型号6ES7 151-3AA20-0AB0) 、红外水分仪、电子皮带秤等通过Profinet与PLC通讯。
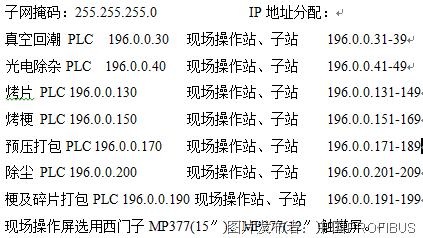
本系统选用SCALANCE X系列工业交换机,它具有以下几个特点:低成本优化的光学和电气接口数量,无缝集成在Profinet诊断解决方案中,即使故障时,也能通过非常快速的网络重新配置(<0.3s),可靠通讯。通过优先级划分,优化支持实时技术。本系统的各工艺段与现场I/O通讯的网络交换机选用SCALANCE X204-2交换机,且现场I/O子站连接物理长度超过100米时,也需要通过SCALANCE X204-2光交换机予以扩展,各工艺段之间的通讯采用SCALANCE X204-2交换机,并连接成光纤环网,确保系统可靠通讯,本生产线厂房面积13800平米,共使用SCALANCE X204-2数量22个。各工艺段网络地址分配如下:
1.3 软件控制流程及上位控制系统具备的功能
根据打叶复烤线流程,按照工艺配置要求,主要控制流程如下:
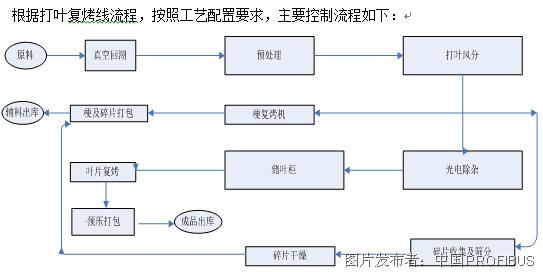
软件控制流程按照工艺流程的相反方向,上一工艺段启动完成给下一工艺段发一启动完成信号,下一工艺段从后到前启动。其中储叶柜是整条生产线的缓冲环节,即在叶片复烤和预压打包段未启动前,或前段工序故障,不影响后续工序的正常运行。
各工艺段的联锁信号(如启动条件,故障停机等)采用硬联锁,即无源触点给另一工艺段,没有采用西门子的基于组件的自动化软件CBA,因为打叶复烤各工艺段之间需要相互传递的工艺参数几乎没有,仅是顺序启动之间的信号联锁,又因该软件为付费软件。
本系统上位监控软件选用GE公司的iFix数据采集及监控软件,通过工业以太网Profinet具有与下位机系统(及各工艺段PLC系统)通讯的能力,实时监控多台下位机的工作状态,显示生产过程中的工作曲线,具有远程控制能力,向下位机采集数据,对历史数据进行存贮、查询、显示、打印等功能。打叶复烤线的网络架构如下(其中黄绿色线为Profinet网络,紫色线为Profibus网络,其余为普通以太网):

2 控制系统完成的功能
2.1批次管理
监控计算机有2种控制选择模式,分别为本地/远程,当各工艺段选择远程时,系统通过从中央控制系统可以依次启动本地设备,并下发任务单,为生产及工艺数据采集管理系统正常工作做好准备。当需要现场调试、运行或检修设备时,可以选择本地控制模式,可以通过现场的启动、停止按钮对电机进行本地控制。
2.2集中监控功能
监控工作站通过图形化界面对生产线进行实时监控。控制功能包括生产线的控制模式选择,工艺参数和设备参数的设定,生产线的启停等。监视功能采用图形界面,并完全按照生产线工艺流程布置,具有生产线设备单机、分段或全局工艺流程设备运行状态显示及工艺参数实时显示功能。中控系统配置有视频监控功能,除可以监控设备运行状况外,还可以监控人流、物流情况,为生产中控和车间现场管理提供了方便,且具有设备常见故障报警视频监控图像自动切换功能。设备监控系统还具有安全权限管理设置功能,操作人员或系统管理人员进入监控系统必须先登录,通过不同用户身份的安全级别进行权限控制,从而保证系统的安全正常运行。
2.3生产报表及统计功能
每一批任务完成自动生成生产报表,包括批次管理、配方参数管理、开始结束时间、工艺质量分析汇总等统计参数,便于质检部门评价产品质量情况。
2.4设备控制功能
控制系统具有手动和自动两种工作方式,维修设备时采用单机手动模式,正常生产时采用自动模式。手动模式时,操作人员通过现场子站的按钮启停相应电机,也可通过现场操作屏控制启停电磁阀等执行器动作。在自动模式下,中控操作人员(现场设备为远程模式)可以通过操作工作站画面上的启动、停止功能键实现对生产线的自动控制。
2.5电机保护功能
控制系统对每台电机都提供保护功能,同时每个工艺段为防止意外的设备及人身事故,根据操作便利性分段设置急停开关,当有紧急情况可以拍下即停按钮,电控系统即切断动力电源,防止设备及人员伤亡事故。
2.6模拟量控制回路
针对润叶机及叶片复烤、梗复烤等涉及模拟量控制的系统进行PID回路控制。PID参数在现场操作屏上设有手动及自动两种工作模式。在手动模式时,各回路控制器输出由操作人员直接输入数据调节,在自动控制模式时,各回路控制器由PID软件自动调节。
2.7在线诊断功能
控制系统在系统故障时会及时报系统那个器件故障,方便了操作及维护人员。系统提供网络通讯状态指示功能,及时帮助现场维修人员判断网络故障。
2.8报警功能
各工艺段均有完善的声光故障报警及消除功能,可在监控操作屏上对报警进行确认,并通过不同的颜色区别故障的状态。
2.9调节控制功能
喂料机的底带、提升带,打辊、内外循环风机的电机,挑选台电机,储叶柜的底带等需要调节的电机均选用变频控制,并采用DP总线与PLC通讯并交换数据,实现数字化信息交换。
3 项目实施中的难点分析及其解决办法
3.1 防止网络干扰的措施
在项目的实施过程中,最难的莫过于防止网络的干扰,为此设计时,设计院充分考虑了防止强、弱电的相互干扰,在电缆桥架的敷设方面分为强电桥架和弱电的控制电缆桥架,但尽管设计很合理,但实施起来比较难,特别是在子站50米附近380V交流电源、24V直流电源及通讯电缆、光缆会汇总到一起,开始考虑先不要隔离,如果干扰厉害可以考虑在桥架中间加隔板的措施来解决干扰的问题。经过一年多的试运行,实践证明在100米以内桥架中间不加隔板可以防止干扰,Profinet总线的抗干扰能力还是比较强的。在此需要注明的一点是,在与设备厂家签订技术协议时,为防止通讯不可靠,造成双方扯皮,要求各设备厂家的通讯网线(含SIEMENS IE PC 标准电缆、工业以太网光缆)由项目乙方自行购置,由甲方指定品牌。
我公司工艺电控系统为防止生产线灰尘经常造成的电气故障,将各工艺配电控制主柜及变频器均放置在车间一间附房内,主柜由可编程控制器PLC到现场I/O之间Profinet网络通讯采用工业以太网光纤连接,根据交换机之间的距离选用定长光纤(规格为西门子6XV1 820-5BT10/15/20,即定长为100、150、200米长度),有效解决了网络干扰的问题。
3.2 Profibus DP网络干扰问题的解决
由于车间所有的变频器选用的是西门子MM440系列,其与PLC的通讯是通过DP总线相连,且为防止现场灰尘,故将所有变频器集中到附房中的电控柜中,这样DP线缆实际布线也简单了,但问题恰恰出在变频器的通讯方面。问题在于波特率的设置要一致(在能满足通讯实时性要求的条件下,尽可能的降低通讯波特率,DP/485通讯比较可靠的通讯速率为4800bps、9600 bps。),终端电阻除通讯模块起始端要打在on,分支末尾的终端电阻也要打在on,这样可有效解决一般通讯干扰问题。
4 结束语
该系统于2009年4月21日投入运行,历时一年跨两个生产季节,加工原烟近3.5万担,加工的产品质量获得客户的一致好评,系统设计先进、完善、合理,故障率低。系统诊断功能帮助操作维护人员迅速判断故障并提示,设备之间的通讯连接以图形形式组态,无需编程。系统层次清晰、结构简单、系统布线少,便于维护,也使得企业取得了良好的经济效益。




 投诉建议
投诉建议
提交

PI-China2014巡回技术研讨会在上海完美收官

PROFIBUS & PROFINET用户研讨会(武汉站)圆满成功

PROFIBUS & PROFINET用户研讨会在北京拉开帷幕!
PROFIBUS故障排除及系统维护

PROFIBUS诊断技术及应用