
传统的枕式包装机横封刀的运动曲线是由机械的凸轮来实现的,安装复杂,运行噪音大,调整麻烦,效率低;信捷针对这些问题全新开发的三伺服系统能实现一键启动,操作简便,且能实现运行中的自动防空,防切,防连续料,真正实现全自动化。
项目应用的产品
产品名称 | 型号 | 数量 |
PLC | XDM-32T-E | 1 |
伺服 | DS2-20P7-AS | 3 |
触摸屏 | TH765-MT | 1 |
控制系统的构成
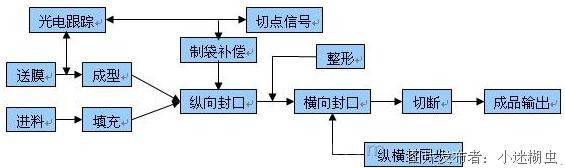
图1 枕包机工艺流程图
枕式包装机的送膜和进料是同步进行的,由色标检测和接近开关分别对送膜和送料的位置进行检测,薄膜经成型器成型后变为筒膜,并进行纵向热封,同时物料被送进筒膜内,一起向前经过横封横切部位,由回转式或往复式的横封横切刀对筒膜进行横向封切,输出包装成品,具体工艺流程图和工艺结构图分别参照图1、图2:
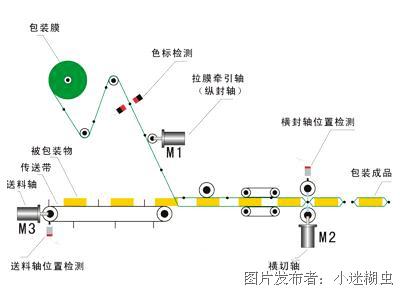
图2 枕包机工艺结构图
轴1(送膜):送膜轴为系统主轴,控制薄膜的输出,送膜轴上的色标检测在每个色标信号到来时触发,通过两次触发间送膜轴的脉冲计算出实际袋长,从而能对机械滑差进行补偿。
轴2(切刀):切刀以凸轮曲线的形式跟随主轴纵向切断薄膜,切割长度直接由触摸屏设定。切刀伺服设置了力矩限制,能自动判断切到料故障。
轴3(送料):送料以比例的形式跟随主轴。送料入端口装有光电开关,能做有无料和是否是连续料判断,从而控制前面的送膜和切刀启动和暂停,提高了包装的准确性。
三、控制方案
本机采用信捷全新的XDM型PLC,内含DSP芯片能高速运算凸轮函数,且最大能支持10路200K高速脉冲输出。伺服驱动器采用信捷DS2-AS系列,用脉冲位置控制模式,快速响应由PLC发送的过来的脉冲。触摸屏采用信捷TH系列,所有的参数都能轻松更改。

能自动计算出料位,实现系统初始化后的一键启动,真正零浪费,且能在运行中微调切点和入料位置。
袋长可以任意设置,从几厘米到几米都可,PLC内的凸轮函数会自动计算,无需任何机械调节。
电子凸轮有很高的柔性,所以设备具体的速度是由切刀刀数,切削长度,伺服额定转速及机械减速比决定,如:青岛挂面包装机在一把刀,三个称重机的情况下包装210毫米袋长的速度大约在80包/分钟,上海的饼干包装机在一把刀的情况下包150毫米的饼干的速度大约在180包/分钟。