


惠丰变频器在化纤生产的应用
2006/6/23 9:14:00
概况: 吉林某化纤厂新建日产能力30吨化纤生产线,变频器全部采用惠丰变频器F1500-G0037T3到F1500-G0110T3共计15台,惠丰八路同步控制器一台。 一、空载调试 1.挤出机为单螺杆机,变频器10HZ运行5分钟,注意观察电动机的电流、电压是否平衡稳定,加热电流表\温度表、压力表有无抖动跳跃现象。注意一般不允许在空载下长时间运转,以免螺杆与机筒刮毛。 2.计量泵运转精度要求比较高, 运行频率来源应由操作器给定,加减速时要求稳定。 3.卷绕中的牵引辊、喂入轮要求起停快且能够实现同步。 4.牵伸同步控制中测角速度运转。同步器输出比例系数保持1.00,达到最大工艺要求速度大致为:一道50HZ,二道52HZ,三道50HZ,卷曲55HZ,观察频率、电流的波动情况,其幅度应在允许范围之内。 5.切断中使用1个电位器控制2台变频器速度,要求起停时间相同,并且转速同步。 6.除挤出机、切断机外,其它电动机需空载以工频速度连续运转2小时,检查变频器、电动机有无异常情况。 二、投料负荷调试 1.挤压:此滤后压力上限定为14Mpa(压力由螺杆直径大小定)。为避免长时间低速运转,需定频率下限为5HZ。 参数设置: F502=5(根据现场使用情况来看取值4、5、6均可建议使用出厂值),F111=50,F112=5,F114=25,F115=20, F200=1,F204=3, F416=1,F512=2 2.计量泵:依据料质工艺要求调整恒速运行速度,运转速度范围大致在25HZ——35HZ之间,通常选择30HZ。 参数设置:F113=30,F200=1,F204=1, F114=25,F115=20, F416=1, F502=5,F512=2 3.风机:可以根据实际情况调整其运行速度,能达到冷却要求即可。 参数设置:F111=48,F113=40,F114=F115=60,F204=1, F416=1,F502=3,F512=3 4.卷绕:按计量泵出丝速度确定运行速度,每台变频器由其电位器单独对应调速,注意加减速时间的调整。 ①废丝辊参数设置:F502=4,F114=20,F115=15,F200=1,F204=3 ②牵引辊同喂入轮参数设置:F502=4,F114=5,F115=15,F200=1,F204=3003=25 5.牵伸: ①将一、二、三道、卷曲的变频器模拟量高端频率改为:F111=50HZ。 ②卷曲要求起停速度快,且牵伸丝不能落地,可适当调整加减速时间 ③初始操作时可定上限35HZ,使用熟练后可定上限为:三道45HZ,一道、二道、卷曲47HZ。 同步控制器的调试比较简单,具体可以参考用户手册,根据需要按生产工艺要求调整至符合张力要求,不同的牵伸要求只需调整不同的输出比例系数即可。 参数:一道同二道同三道。 卷曲: F114=F115=12,F200=1,F204=1,F502=2 输送:F114=F115=5,F200=1,F204=1 6.切断:调整曳引机上的配重以利于切断机运行速度的调整,切断机需定下限频率2HZ,低频段时增加转矩补偿。 参数设置: 曳引机:F502=5,F114=F115=5,F200=1,F204=1,F111=9 切断机:003=27.5,F112=2.0,F114=F1155,F200=1,F204=1,F512=3 上述参数均为参考值,在实际使用过程中,要根据现场的具体负载情况、具体使用要求不同,参数作适当的更改!




 投诉建议
投诉建议
提交
查看更多评论
其他资讯
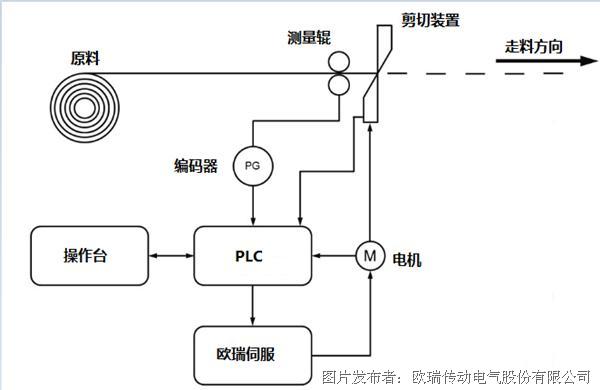
欧瑞异步伺服在横切飞剪机上的应用

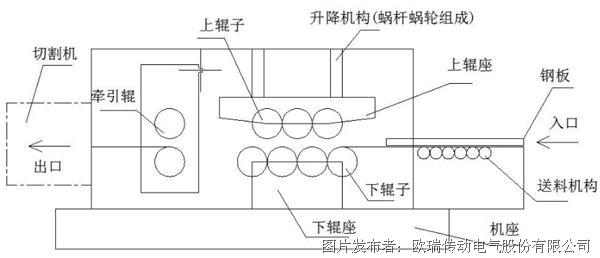
欧瑞伺服系统追剪功能 在C型钢滚压成型机上的应用
欧瑞伺服系统在制袋机上的应用
欧瑞SD20-G系列在开平印章机上的应用

欧瑞传动在剪板机设备的应用