


英威腾CHV100在B2016A型龙门刨床上的应用
2006/7/25 9:58:00
·引言 B2016A型龙门刨床是机械初加工的大型机床,是制造重型设备,如大型轧钢机、汽轮机等不可缺少的工作母机,主要用来加工大型工件的各种平面、斜面和槽,在机加工行业应用非常广泛。由于技术的限制,五六十年代的龙门刨床工作台拖动采用了电机扩大机―直流发电机―直流电动机方式,造成故障率高,体积大、电耗大、控制精度差、效率低,而且它的工作方式是工作台前进时进行切削,后退时不切削,工作台后退是为下一次切削作准备,工作台后退相当于没有做有用功,且浪费时间。基于以上种种弊端、我们对山东某加工厂的B2016A型龙门刨床进行变频改造。 ·刨床的基本构成 1、基本结构 龙门刨床包括,床身、工作台、横梁、左右垂直刀架、左右侧刀架、立柱、龙门顶等。 2、工作过程 龙门刨的刨削过程是工件与刨刀相对运动。因此工作台与工件必须频繁地进行往复运动,切削加工只在工作行程中,返回行程只是空转。在切削过程中没有进给运动,只有在返回行程中才有刀架的进给运动。其中,工作台与工件间的往复运动称为主运动,横梁、刀架的运动称作辅助运动。 3、运动特点主运动的速度图 





 投诉建议
投诉建议
提交
查看更多评论
其他资讯

“守合同、重信用”英威腾诚信营商环境持续向好

英威腾长沙研究所开业运营了!

英威腾再次荣获中国专利优秀奖
英威腾盛装亮相2021中国(上海)国际数据中心产业盛会
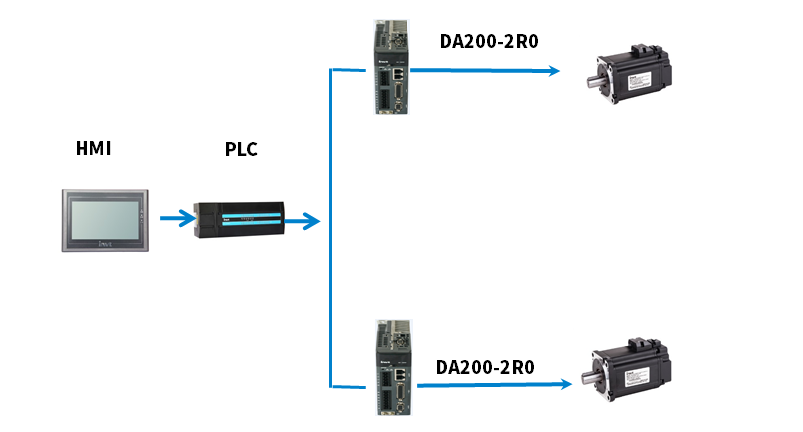
英威腾DA200伺服驱动器在粘虫板机上的应用