


惠丰变频器在全自动粉粒包装机上的应用
2006/7/14 9:11:00
一、摘要 介绍全自动粉粒包装机的生产工艺,变频器两种应用方案的电路设计及工作工程和调速方法。 二、关键词 生产工艺、变频器、电路设计 三、引言 全自动包装机是由操作人员将单边封口的包装袋放在供袋库位置,包装机自动完成取袋、送袋、装袋等一系列工序,最后送到夹口机将未封的袋口进行整形与立袋输送一起将物料送至折边机进行折边,折边机与立袋输送一起将物料送至自动缝纫机进行封口工序。 在全自动包装机中封袋口机构主要由夹袋口、折边、立袋输送、缝纫机等四个部分组成,具体位置见图1虚线内的部分。 





 投诉建议
投诉建议
提交
查看更多评论
其他资讯
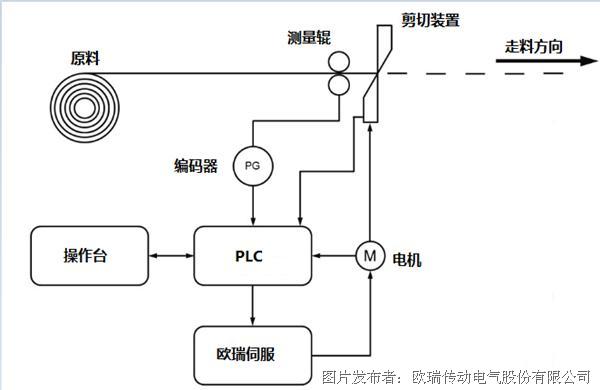
欧瑞异步伺服在横切飞剪机上的应用

欧瑞伺服系统追剪功能 在C型钢滚压成型机上的应用
欧瑞伺服系统在制袋机上的应用
欧瑞SD20-G系列在开平印章机上的应用

欧瑞传动在剪板机设备的应用