


宇电批量控制功能在配料生产中的应用
2006/11/17 8:54:00
系统组成 整个系统主要由一台AI-708H控制14个反应釜的批量进料,分别由7台AI-704M和7台AI-501精确测量反应釜的温度和电机的电流,所有这些都在主控PC上进行控制和显示,并由软件记录并保存数据。 硬件:AI-708H型流量积算仪、AI-704M型多路巡检仪、AI-501型显示报警仪、AI-301M开光量控制模块、RS232/RS485转换器 软件:AIFCS5.1组态软件 仪表选型: AI-708HAI2L4S主机为厦门宇电AI-708H智能流量积算仪,外型为96×96。插入模块后,输入为频率/开关量型号输入的光电隔离数字输入接口,包含12VDC电压输出;输出为继电器大容量触点常开式(阻容吸收)输出(265VAC/2A);带光电隔离RS485通讯接口。参数设置: ACT=255(继电器吸合时间为无限长,需人工解除) FSB=? (根据实际情况修正给定值的偏移) SPE=750(累积速率为0.1小时) SN=0 (输入模式为脉冲频率) FRD=20 (频率信号量程的上限) FDIP=0 (流量小数点) FDIH=150 (流量量程定义) CF=0 (仪表功能选择) BC=0 (无温压补偿) 功能:在实际应用时,重新标定流量传感器得出流量量程后要重新设定仪表的FDIH,仪表就可以准确的根据频率来积算物料的流量,按用户所设定的值适时关闭电磁阀,达到准确的批量控制下料。 AI-704MFJ0J4V24S主机为厦门宇电AI-704M多路巡检仪,外型为96×48。插入模块后,输入为1路三线制PT100和2路电流;外带可供变送器使用的隔离24V/50mA直流电压输出;带光电隔离RS485通讯接口。参数设置: SN1=21 (PT100输入) SN2=33 (电流输入) DIP2=1 (第2通道小数点1位) DIL2=0 (第2通道输入信号量程显示下限) DIH2=25.0 (第2通道输入信号量程显示上限) CN=32 (测量通道数) 功能:采集反应釜的温度和反应釜电机的电流上传到PC,在流程画面上显示,并保存为历史记录。 AI-501FSV24主机厦门宇电单路测量显示报警仪,外型为96×48,为1路电流输入。插入模块后,外带可供变送器使用的隔离24V/50mA直流电压输出;带光电隔离RS485通讯接口。参数设置: SN2=33 (电流输入) DIP=1 (小数点1位) DIL=0 (输入信号量程显示下限) DIH=25.0 (输入信号量程显示上限) 功能:采集反应釜电机的电流上传到PC,在流程画面上显示,并保存为历史记录。 工艺要求 1. 在计算机上可完全操作AI-708H型流量积算仪的批量控制功能为所有14个反应釜定量加料。 2. 实时记录反应釜底及釜内的温度,同时根据反应釜电机电流大小了解聚氨酯的反应情况。 3. 记录并保存所有数据,以便将来查询。 4. 实时数据提供时间查询,反应釜的加料历史数据提供“釜号”和“批号”查询。 5. 提供实时曲线、实时报警及报警限修改。 6. 提供操作权限及设定,防止误操作。 操作描述 软件正常登录后现以“MK-12A釜”为例详细描述如何在软件上操作AI-708H型流量积算仪为该釜加料的定量控制过程: 在AI-708H仪表的通讯状态和MK-12A温度电流的显示值的通讯状态显示“通讯正常”的情况下,表示仪表和计算机连接正常。 ㈠点击左边批量控制台中的“批量控制数据复位”把AI-708H仪表的设定值数据清零,同时使加料继电器复位,使仪表初始化。 ㈡点击“MK-12A”旁边的红把的小阀门激活该釜,利用AI-301M模块的开关量控制功能打开该釜的高压电动球阀,使管道畅通,同时使阀门变绿。中间的黄框的操作条中会有对应数据显示。同时显示的还有“反应启动”按钮。 










 投诉建议
投诉建议
提交
查看更多评论
其他资讯
AIMINI-DCS超小型监控系统在真空热处理炉应用
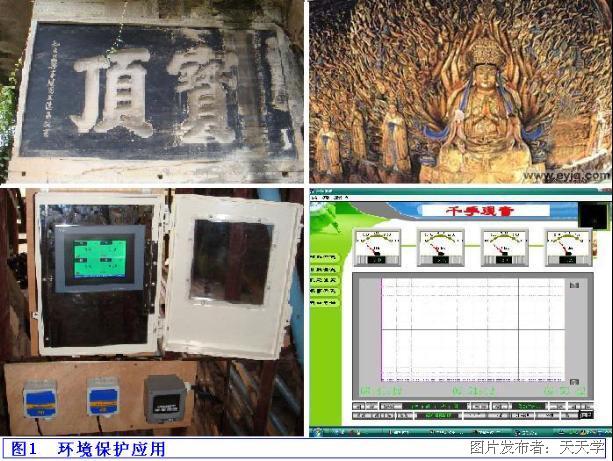
AIMINI-DCS超小型集散温湿度监控系统在文物保护的应用

AI温度调节无纸记录仪

自动干燥控温设备应用AI调节仪表

钟罩式烧结炉应用AI计算机监控系统案例