


浙大中自SunyTDCS9200集散控制系统实现以进口设备为主的造纸洗选工段的全面控制
2007/11/14 9:42:00
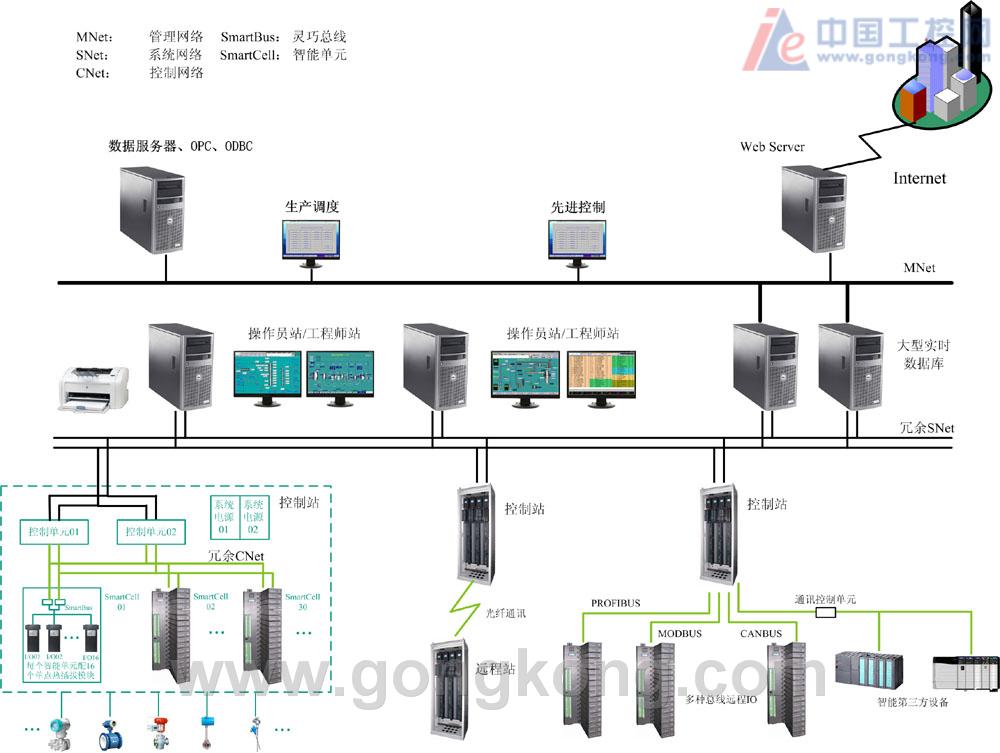
摘要:本文介绍了利用SunyTDCS9200对造纸洗选工段的全面监控,重点阐述进口设备和系统设计对控制系统的特殊要求,以及利用SunyTDCS9200系统丰富的功能,全面实现其监控的方法。 1 引言 纸浆洗选是制浆过程中十分重要的环节,洗选过程的目的是把纸浆中的黑液分离出来,并使纤维细胞壁及细胞腔中的蒸煮溶解物扩散出来,从而得到较洁净的纸浆。经洗选后的浆料,其洗净度对以后的纸浆造纸影响很大,未洗净的浆料会产生较多的泡沫,从而降低筛选、净化、浓缩效率,增加漂白和施胶等药品的消耗,加大中段废水排放的污染,影响纸成型的匀度和成纸质量。因此,纸浆洗选具有洗净浆料和在尽可能减少稀释的前提下,最大限度的提取浆料中所含溶解物质和化学药品的双重作用。 某造纸厂具有生产能力为300t/d真空洗选装置,其中关键设备如除节机、一段压力筛、二段压力筛、洗节机、洗渣机、除砂器、节子磨机和主要浆泵均采用安德里兹(ANDRITZ)进口产品。通过利用浙大中自SunyTDCS9200组建过程控制系统,使其生产工艺控制操作智能化、自动化,从而大大节约了运行费用,提高了产品质量,该造纸厂从而取得了更多的经济效益。 2 控制系统的硬件配置 2.1 系统组成 整个DCS控制系统由2个控制站组成,分别为电气控制站和仪表控制站,其中,电机、泵类监控的测点设计在电气控制站中实现,其控制算法主要采用LD语言实现;有关阀门、模拟量等监控的测点所实现的PID控制、远程操作调节阀、远程监控等功能在仪表控制站中实现,其控制算法主要采用FBD语言实现。该系统配置了3个操作站,均能实现对电机类设备和仪表类设备的监视和控制。其系统组成方框图如图1所示。 2.2 实现功能 该系统完成对整套洗选装置的数据采集和显示,机泵的启停,阀门的开启,模拟量控制,重要设备之间联锁和保护,以及除砂器、洗节机和洗渣机的排污顺控等,主要内容如下: 1) 远操调节:12套; 2) 自动调节:41套; 3) 机泵控制:55套; 4) 联锁、保护:98套; 5) 顺序控制:3套。 








 投诉建议
投诉建议
提交
查看更多评论
其他资讯

浙大中自SunyPCC500E集成控制器在中央空调中的应用
ChiticCTS700新型集散控制系统

Chitic VPR130-RC/RY单色无纸记录仪

Chitic VPR130-RG/RH 真彩无纸记录仪

正泰中自 ChiticVPR202-IC液晶显示调节仪