


浙大中自SunyPLC200在炭素振动成型机中的应用
2007/11/13 9:31:00
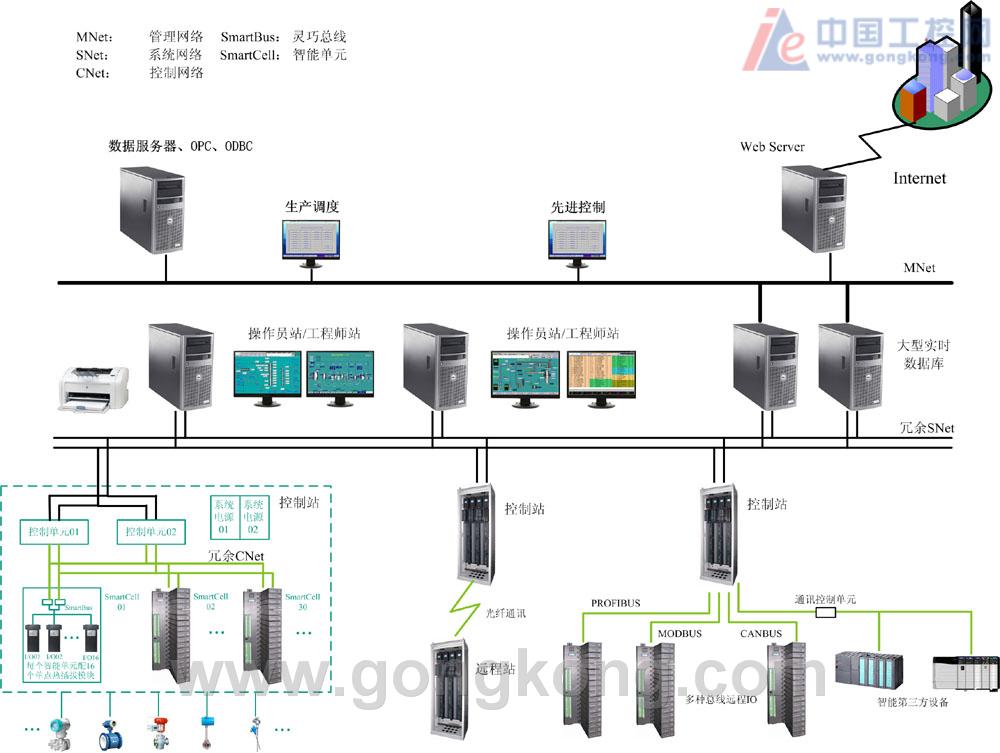
1. 前言 炭素成型生产是炭素配料、混捏后的重要环节。成型就是将混捏好的糊料用加压设备压制成所需要的形状和尺寸以及具有较高密度的半成品。 振动成型是炼铝用预焙阳极和高炉用炭块的重要生产方法,主要设备有振动台、模具和重锤。将装有热糊料的模具放在振动台上,然后把重锤压在糊料表面上开动振动台,使糊料受到振幅小而频率高的强迫振动,在强烈的振动下糊料颗粒间、糊料与模具壁间的摩擦力减小,颗粒移动并合理分布,得到具有规定形状的高密度产品。压好的半成品经冷却、检查后堆放。 2. 系统构成 2.1. 产品简介 过去振动成型机一般都是人工手动调节,当炭块的重量和高度波动范围较大时,产量和质量就会受到较大的影响。浙大中自公司工程技术人员与某机械厂合作,根据设备和生产要求,成功地将SunyPLC200一体式小型可编程逻辑控制器应用于振动成型机的自动控制。 SunyPLC200是浙大中自公司利用最新微处理器技术自主研发的一体式小型可编程,具有运行稳定、成本低廉、功能强大的特点。32位嵌入式CPU使程序执行速度高达0.55μs/步,80kB的程序容量足以满足中小型机械设备的各种控制算法,独特的级联总线可扩展7个I/O模块。大规模集成电路的使用使得SunyPLC200特别适应于高温、潮湿、电磁干扰和机械振动大的恶劣环境。特殊的I/O电路设计,即使在晶体管输入端传入220V强电也不会导致任何硬件损坏。基于Windows2000/XP的编程软件符合IEC61131-3标准,五种控制语言使编程人员能够根据自己的喜好或控制要求进行组态,多种仿真功能大大降低了工程难度、缩短了工程周期。 2.2. 系统结构 控制系统主要由SunyPLC200一体式可编程逻辑控制器、SunyHMI200可编程人机界面、检测元件(热电阻、变送器、位置开关等)以及执行器(变频器、继电器、电磁阀等)组成。 来自振动成型机各部位的温度、流量以及位置、状态等测量信号输入到SunyPLC200一体式可编程逻辑控制器,由SunyPLC200按照预先编程确定的控制方案进行运算处理,然后将处理结果发送给执行器从而产生对设备的控制和保护。 SunyHMI200可编程人机界面完成生产数据的显示、管理等功能,操作员可以通过SunyHMI200对生产进行监视和操作。SunyPLC200和SunyHMI200之间通过ModbusRTU标准协议进行通讯。 下图所示为控制系统结构图。 







 投诉建议
投诉建议
提交
查看更多评论
其他资讯

浙大中自SunyPCC500E集成控制器在中央空调中的应用
ChiticCTS700新型集散控制系统

Chitic VPR130-RC/RY单色无纸记录仪

Chitic VPR130-RG/RH 真彩无纸记录仪

正泰中自 ChiticVPR202-IC液晶显示调节仪