


基于Fieldbus的柔性生产线实践教学系统的研制
控制重点的信息分布图进行阐述。该实训教学设备即有教学性、真实性、多功能性、和工程实用性。
Abstract: This text introduced Flexible Automatic Production Linessystem's construction with the important point of the function,
关键词:柔性制造单元;现场总线;信息分布图;
Key words:FMC;Fieldbus;information distributing pian
制造柔性化是指制造企业对市场多样化需求和外界环境变化的快速动态响应能力,也就是制造系统快速、经济生产出新的产品能力。其定义为;柔性制造系统是数控加工设备、物料运储装置和计算机控制系统等组成的自动化制造系统,包括多个柔性制造单元,能根据制造任务或生产环境的变化迅速调整,适用于变化快、中小批量生产。美国制造工程师协会等定义“使用计算机、柔性加工单元FMC和集成物料储运装置完成工件的一种集成制造系统。”
柔性加工是基于数控、计算机控制系统、自动化制造系统而组成先进系统。柔性加工单元比若干单台数控机床有更显著的经济效益;在加工和配套方面柔性加工单元FMC比加工中心MC效率高出近10倍;加工时间高出1/3;投资节省17.34%;节省人员17.33%;利润高达进90倍(1)等。
基于Fieldbus的柔性生产线的开发是将计算机、PLC、变频器、传感器、步进电机、伺服电机、Fieldbus(现场总线)、气动元件等。组成一套具有;环行生产线,五个工位的柔性生产线。能完成电气控制、信息检测、步进传动、气动加工和仓储码放等功能,还可根据需要进行扩展,从而使实训教学集成化现场化。
一、系统的组成
柔性生产线系统的组成,以环行传送生产线为中心将原料供应、气动加工、组装加工、检测单元、仓储码放,五个柔性加工单元FMC。如图1
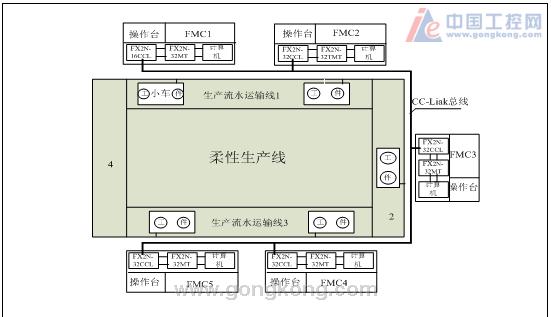
每个加工单元都自成系统;有控制台、计算机、PLC、对步进电机和气缸进性控制。在控制台上都画出加工单元的控制信息图,标识出信息点的位置、功能、信息类型等,以便了解控制之间的相互关系,使学习者对本单元能直观了解控制要求和连接控制线路。
1. 信息图的作用
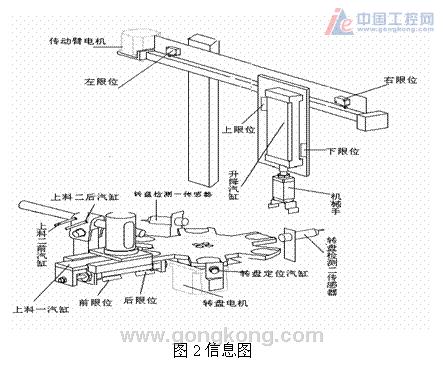
每个单元控制对象不同,控制方式不同。因此信息图也是不同的。信息图是将控制功能、 控制动作用图画及控制点进行标注。同时将单元与控制相关的位与点标明,使学习者明确控制的要求便于编写程序。(图2)
2. 单元之间的控制信息联接
柔性生产线系统由两台变速电机和两台同步电机组成的环行传送生产线。在传送生产线上有运送工件的小车,各个加工单元的定位由传感器检测,当检测到小车后。由电磁开关和定位气缸将运送工件的小车定位后由本单元的机械手将小车上的工件取下送到加工的工位。当本单元完成加工任务后再送回到小车,定位的电磁开关、定位气缸复位,完成本单元的加工任务由生产线送到下一个单元。
3. 现场总线结构Fieldbus
柔性生产线各单元控制单元是由有控制台、计算机、FX2N-32MT的PLC组成。它们之间由CC—Link现场总线,FX2N-16CCL-M(2) 为主站通信模块、FX2N-32CCL-M(2) 为从站通信模块、CC-Link专用电缆(2)将一个主站与四个从站的FMC单元组成网络,实现柔性生产线PLC对PLC通信。
二、各单元的特性
柔性生产线各单元的设计是根据加工零件的整套工艺而设计的。各单元可以独立加工,又可根据加工零件的要求进行组和。因此,各单元都有其特点的,在设计电气控制时认清其特点就易于掌握。
1. 供料单元FMC
供料单元见(图2)有两台步进电机与步进电机驱动器、一个PLC、四个气缸、一个机械手、两个传感器、一个电源模块。完成的功能;将工件由料仓送到转盘,转盘转动一定的角度后,将钢珠送到工件上,转盘再转到机械手的下方,由机械手将工件抓起运到生产线上的小车,送到下一工序。
本单元的特点由PLC作为主控,控制的重点有;A.有两个定位;一个是转盘的定位,有三次定位,料仓送到转盘后、第二次转盘转到钢珠工位、最后转到机械手下。另一个是小车的定位。B.驱动和检测,步进电机传动的角度与步进电机运行的速度和精度的控制和传感器的检测。C.气缸控制,机械手抓工件、上下运动、定位都是由气缸完成的。
2. 气动加工单元FMC
本单元有一台步进电机与步进电机驱动器、一个PLC、三个气缸、一个机械手、两个传感器、一个电源模块。完成的功能;将生产线上小车的工件抓起运到工作台上,再由气缸送到气动冲压工位下加工,冲压后的工件由机械手运送到传感器处进行检测,当钢珠压进工件后,将工件送回生产线上的小车。
气动加工的特点;对工件的气动冲压与传感器的检测。都是三维动作控制、与传感器检测信号的判断。
3. 组装单元FMC
组装单元的控制,有两台步进电机与步进电机驱动器、一个PLC、四个气缸、两个传感器、一个电源模块。完成的功能;将料仓工件盒抓取到工作台上,第二步将生产线上的小车装的工件抓取放到工件盒中,第三步将另一个料仓的工件上盖抓取到放在盒上,完成组装后把组装后的盒再放回生产线上的小车。
组装的特点;定位、检测信号的判断、步进电机的控制。
4. 检测单元FMC
检测单元;有两台步进电机与步进电机驱动器、一台伺服电机与伺服驱动器、一个定位模块、一个PLC、一个气缸、一个机械手、两个传感器、一个电源模块。完成的功能,将生产线上的小车装的工件,抓取到检测传感器上方进行检测,不合格的放到废品台上,合格的放到回小车,送到下一工序。
检测单元的特点;X、Y方向的动作都由步进电机驱动器,Z轴由伺服电机驱动,定位检测的控制精度。
5.存储单元FMC
本存储单元;有一台步进电机与步进电机驱动器、一个变速电机、一个变频器、一个PLC、一个气缸、一个机械手、一个电源模块。完成的功能,将生产线上的小车装的工件,抓取送到仓库的货架排放整齐。
存储单元的特点;按货架的层次和排序,整齐放好工件。
6.环形生产线
有两台变速电机、两台变频器、两台步进电机。完成生产流水运输线,使小车循环运行。
三、柔性生产线系统实训的功能
该系统是一套实训教学系统的设备它涉及到,电力拖动、PLC、变频器、传感器、现场总线、步进电机、伺服电机、气动控制技术、和机械传动技术等多项技术的综合。为学生提供了课程设计、毕业设计、技能的提高。
1. 程序设计PLC
在PLC学习中按程序直接控制设备运动,观查程序的可靠性,提高编程的技能。
(1)编程驱动步进电机、伺服电机的程序,按驱动的速度和变速的要求,进行一维、两维、三维的时
和实时控制。
(2)PLC与PLC之间的通信,PLC与变频器之间的通信程序设计。
2.网络实训的功能
该系统可以进行CC—Link网络实训,通过主站模块与远程网络模块实现CC—Link网络之间的通信;还可通过变频器通信模块、传感器通信模块等实现PLC与变频器、传感器等的CC—Link通信。
用RS485进行网络实训。系统可以通过FX2N—485—BD(3)模块,实现PLC与PLC之间1:1和1:N的网络通信,也可实现PLC与变频器之间的485网络通信。
3.实训操作台
实训操作台包括了各种控制电器、信息分布图、信号源及输出信号端子等(图1)。能使学生较快的掌握系统控制点的布局,能很方便地进行控制联接、编程、调试的操作。
控制电器有计算机、FX2N-32MT的PLC、FX2N-16CCL-M通信模块、RS485—BD模块、变频器等。
信息分布图是与实物是对应的信息点分布图,信息分布图标出信息点的位置、功能、相互关系、信息类型,可使学生对该装置的机械结构、控制元件的分布、元件的作用和联接方式有较为直观、形象、全面的了解,更有效地提高学习效率。
4.实训的功能
该系统是在实践教学中具有创新思想下研制的教学系统,是培养学生综合能力的设备。通过在本系统上的实训,使学生能将所学的相关知识和技能应用到实际上可以与企业进行直接对接。具有工程上设备的特点、又有教学的特点。是具有真实性、直观性、多功能的教学设备。
(1) 该系统汇集了多相先进技术,能完成几十个实训项目。
(2) 具有工程设备的特点,是高水平的实训教学设备,操作方便,使用安全,维护简便,可靠性高等
特点。
(3)系统采用CC—Link网络组成系统,具有较好的人机界面,可以方便的进行现场和远程的监控。
结束语:本系统参了2006年国际高新成果技术交易会。受到与会的专家的认同和赞赏,同时对企业
的技术改造有一定的借鉴。本系统已作为新型的教学设备推向市场,已有同行认可,取得较好的市场定单。
参考文献:
1.刘飞.先进制造系统 北京 中国科学技术出版社2005(1):264-266
2.中华人民共和国标准化指导性技术文件。控制与通信总线CC-LINK;北京中国标准出版社,2005
3.三菱电机株式会社.FX系列特殊功能模块用户手册.2004:8




 投诉建议
投诉建议
提交

超越传统直觉,MATLAB/Simulink助力重型机械的智能化转型

新大陆自动识别精彩亮相2024华南国际工业博览会

派拓网络被Forrester评为XDR领域领导者

智能工控,存储强基 | 海康威视带来精彩主题演讲

展会|Lubeworks路博流体供料系统精彩亮相AMTS展会