


PID-模糊控制在多电机同步传动系统中的应用
2008/5/4 15:21:00
1 引言
滤嘴成型机组是个高速运转的设备,它由三部分组成:开松上胶机(AF2)、滤嘴成型机(KDF2)和装盘机(HCF),各个组成部分必须相互配合协调运作,才能使整个系统稳定运行。而整个机组的生产效率在很大程度上取决于开松上胶机开松过程中能否准确而有效的控制开松机的三个电机协调同步运行。根据厂方积累的经验,开松电机同步速度控制不好是导致机组故障停机的主要因素之一。而且生产工艺要求既能根据生产速度实现等比例调速,又要能够单独调节其中的任意一个辊速,即调整速度比。而原系统是由过滤嘴成型机的主电机通过齿型带和变速箱来驱动的,它跨距大并且机械结构复杂。在生产过程中,为了调整到某一比例,操作工需要反复手动调节三个变速箱的变速比才能使其保持在某一转速。随着设备老化,同步很难调整,严重影响了生产效率。并且在系统运行过程中,由于种种原因,如静态时负载的波动,减速比和轧辊直径的差异,动态(起动、调速、制动)时各单元机组负载转矩和转动惯量的不同,造成速度差,操作工必须频繁调节才能使整个机组协调工作。针对这种情况,本文设计改造方案,把原系统改造为交流调速同步传动系统来代替原机械传动系统,并针对交流电动机多变量、强耦合等非线性特点采用模糊控制算法和PID算法相结合的复合控制方案。在控制策略上,模糊控制和PID控制算法相结合,整个系统同步精度高,动态响应快,稳态误差小,鲁棒性好。经实际投入运行后表明,改造后一方面能够让操作人员方便的实现平滑调速,另一方面简化了整台机组的机械结构,达到了良好的控制效果。
2 开松上胶机同步传动系统描述
开松上胶机是过滤棒生产的前道工艺设备,其工作原理如下:将醋酸纤维丝束展开、开松、卷曲消除、再组合,在均匀展开的丝束上涂洒增塑剂,最后送入过滤嘴成型机制成过滤棒。丝束的展开与开松是由开松器两扩展对、输出辊对完成。开松器实际上是一个开了窄槽的强制低压通风装置,通过低压使得丝束横向展开。每个扩展辊对包括上边的螺纹辊和下边的橡胶辊。螺纹辊在旋转时其上的螺纹使丝束进一步横向展开;前螺纹辊要快于后螺纹辊,使得丝束纵向拉伸。丝束在后螺纹辊和输出辊之间的上胶箱内被上胶箱内的辊刷均匀的涂洒上增塑剂。如果前、后螺纹辊之间不保持一定的比例关系,则丝束不是被拉断便是堵塞烟枪室,以致造成整个机组停车,影响整个机组的机台效率。但设备在改造前,它们是由过滤嘴成型机的主电机通过齿行带和变速箱来驱动的,跨距大、机械结构复杂,精度低,维修量大。且在系统运行过程中,由于种种原因,如静态时负载的波动,减速比和轧辊直径的差异,动态(起动、调速、制动)时各单元机组负载转矩和转动惯量的不同,造成速度差。鉴于以上实际情况,本文采用模糊控制算法和PID算法相结合的控制策略(以下简称PID—模糊控制器)对转速同步误差进行调节。
在PID控制中,其参数已经选定,就不能随着现场情况的变化而改变,因此影响控制质量;而模糊控制由于过于依赖经验值,控制精度往往不高。为了克服模糊控制器和PID控制器各自的这些缺点,现采用把模糊控制器与PID控制器相结合的控制方案,相互取长补短,从而提高控制效果。要求各电动机之间必须协调地运行,使各台电动机之间转速或线速度始终保持一定的比例关系。
3 同步控制方案原理
要实现各电动机协调的运行,要求电气传动系统必须具有两种调速方法,既能公调又能自调。所谓公调,就是改变主令给定信号时各台电动机共同调节,以满足一定的调速范围的要求;而自调则是在运行过程中电动机之间出现不协调时各台电动机自己调节以满足同步要求。一般情况是要求系统中的第i台电动机转速ni和第i+1台电动机转速ni+1之间保持一定的比例关系,即ni=α×ni+1,以满足系统的实际工艺要求。这里α为转速同步系数,并可在线设定和修改,以满足系统各种情况下的同步要求。在实际运行过程中若要满足系统的同步要求,周期采样获取某一环节的前台电动机转速n和后台电动机转速ni+1后,ni和ni+1按下式定义转速同步偏差e:
或
当e=0时,表明在同步系数α或β的情况下ni和ni+1同步;当e≠0时,表明在同步系数为α或β情况下ni 和ni+1不同步。
在滤嘴生产过程中需要保持前螺纹辊、后螺纹辊与输出辊的速度保持一定的比例关系,如:0.788:1:0.788,而且它们的速度根据滤嘴成型机的滤棒生产速度可调。在本文中,滤嘴成型机系统改造后为由旋转编码器构成的闭环同步交流调速系统,系统的硬件结构图如图1所示。
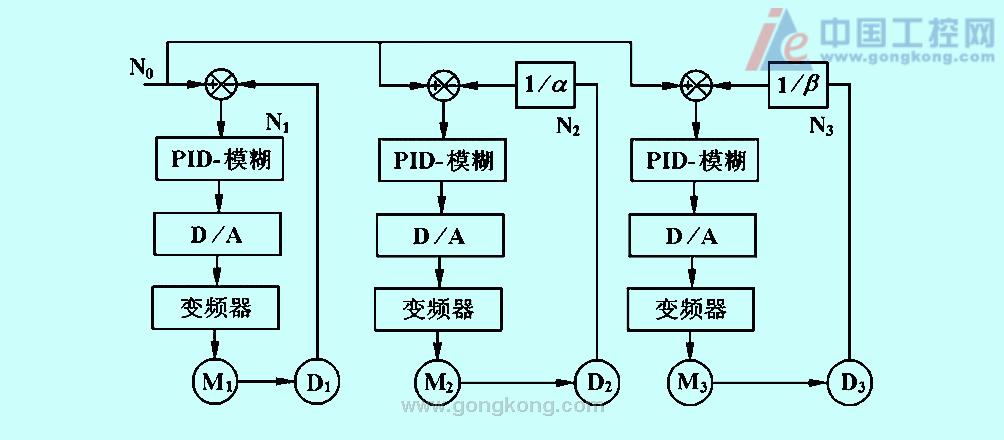
M1、M2、M3为三台电动机,后螺纹辊电机M1为主令电动机,输出辊电机M2、前螺纹辊电机M3为从动机。D1、D2、D3为三只增量式旋转编码器。采用PID—模糊控制对转速误差进行调节,n0为主令速度给定。同步控制装置自动测量和处理两只旋转编码器的反馈信号,并根据系统的同步控制要求,设置合适的同步系数,采取适当的控制策略,自动的调节从动机的转速,从而实现从动机与主令机协调运行。
4 PID-模糊控制器的结构设计
本论文中所用的PID—模糊控制器实际上一种多模态分段控制算法的控制器。根据本系统的控制系统的特点,为了快速消除大偏差,可以在大偏差时采用开关控制。在3种模态之间实现切换的原则为:
开关控制
Fuzzy控制
PID控制
其中θ1和θ2为模态的切换阈值。当电动机转速误差的绝对值大于或等于θ1时,控制器采用开关控制以加快响应过程,即当偏差为负时输出为零;当偏差为正时,输出最大。考虑到变频器开关时都有一个上升时间和下降时间,因此,这里的开关控制实际上是一个比例控制。当转速误差在区间[θ2,θ1]上时,切换到模糊逻辑控制,以减小响应过程中的超调量。当转速误差小于θ2时,采用PID控制,以抑制系统在平衡点附近可能出现的小幅振荡,提高系统控制精度。
由于这3种控制方式在系统运行过程种是分段切换使用的,不会同时出现而相互影响,所以三者可以分别设计和调试,其中切换阈值的设定是个关键。在实际系统中,可以根据多机同步传动系统的应用环境和控制对象设定各控制量的相应阈值。本系统丝束的线速度设定值一般为0~650m/min。正常工作时为500m/min,相当于主令电机后螺纹辊的转速为1099r/min,输出辊和前螺纹辊的转速为965r/min。电机实际运行中要求速度偏差范围为5%,即±55r/min,偏差变化率范围为±20r/min。本方案中,根据实际运行情况和经验值,我们令阈值θ1=220r/min,θ2=55r/min。
我们采用两个输入变量和一个输出变量的模糊控制器,输入变量为速度偏差e和速度偏差变化率,输出变量u即同步误差系数Βα。通常变量的模糊论语选择要根据生产工艺要求和实际经验初步选定,以下三个变量的论语是我们通过现场调试和以前运行的经验值来确定的。
速度偏差e模糊集的7个语言值为:
{NB,NM,NS,ZO,PS,PM,PB}
其论域划分为13个等级:
X={-6,-6,-4,-3,-2,-1,0,1,2,3,4,5,6}。速度偏差变化率的5个语言值取为{NB,NS,ZO,PS,PB},的论域划分为11个等级:y={-5,-4,-3,-2,-1,0,1,2,3,4,5}。模糊控制器输出变量u的语言变量为{NB,NM,NS,ZO,PS,PM,PB},为了提高控制精度,取α的论域划分为15个等级:z={-7,-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6,7}。
变量的基本论域是指变量的偏差和偏差变化率的实际范围。若偏差的基本论域为[x,x],偏差和偏差变化率所取的Fuzzy集的论域为(-n,-n+1,…,0,…n-1,n),那么量化因子Ke和KC可由下式确定:
Ke=n/Xe,KC=n/XC
其中Xe,XC表示偏差和偏差变化率的实际范围。如果它们不是整数,就按四舍五入把它们化为整数。本系统变量的基本论域的选择要根据现场运行情况和控制精度的要求。根据模糊控制理论的原则,并且考虑到对论域的覆盖程度和灵敏度,稳定性和鲁棒性原则,本系统中的各模糊子集以三角形为隶属度函数曲线,因此相应的隶属函数曲线如下:线速度误差e的隶属函数曲线如图2所示,线速度误差变化率的隶属函数曲线如图3所示,控制器输出量u的隶属函数曲线如图4所示。

实际控制过程中,通过采样可得到一个实测误差值,对这个误差值进行模糊化后得ek和,即乘以量化因子Ke和KC变成可以直接在模糊查询表的E和EC值,然后在查看模糊查询表获得控制量的变化值uij,再经过计算可作为输出控制量去控制电机。模糊查询表如附表所示。
附表 模糊查询表
-5 -4 -3 -2 -1 0 1 2 3 4 5
-6 7 7 7 7 7 6 4 4 2 0 0
-5 7 7 7 7 6 4 4 4 2 0 0
-4 7 7 7 6 5 4 4 3 1 0 0
-3 7 7 6 5 4 4 3 1 0 -1 2
-2 6 5 4 4 4 3 1 0 -1 -2 -1
-1 4 4 4 3 3 1 0 -1 -2 -2 -3
0 4 4 3 3 1 0 -1 -2 -2 -3 4
1 3 2 2 1 0 -1 -2 -2 -2 -4 -4
2 2 1 1 0 -1 -2 -4 -4 -5 -6 -6
3 2 1 0 -1 -3 -4 -4 -5 -6 -7 -7
4 0 0 -1 -3 -4 -4 -6 -6 -7 -7 -7
5 0 0 -2 -4 -4 -4 -6 -7 -7 -7 -7
6 0 0 -2 -4 -4 -4 -6 -6 -7 -7 -7
5 软件实现
通过西门子S7-300PLC中的编程实现开松上胶机
滤嘴成型机组是个高速运转的设备,它由三部分组成:开松上胶机(AF2)、滤嘴成型机(KDF2)和装盘机(HCF),各个组成部分必须相互配合协调运作,才能使整个系统稳定运行。而整个机组的生产效率在很大程度上取决于开松上胶机开松过程中能否准确而有效的控制开松机的三个电机协调同步运行。根据厂方积累的经验,开松电机同步速度控制不好是导致机组故障停机的主要因素之一。而且生产工艺要求既能根据生产速度实现等比例调速,又要能够单独调节其中的任意一个辊速,即调整速度比。而原系统是由过滤嘴成型机的主电机通过齿型带和变速箱来驱动的,它跨距大并且机械结构复杂。在生产过程中,为了调整到某一比例,操作工需要反复手动调节三个变速箱的变速比才能使其保持在某一转速。随着设备老化,同步很难调整,严重影响了生产效率。并且在系统运行过程中,由于种种原因,如静态时负载的波动,减速比和轧辊直径的差异,动态(起动、调速、制动)时各单元机组负载转矩和转动惯量的不同,造成速度差,操作工必须频繁调节才能使整个机组协调工作。针对这种情况,本文设计改造方案,把原系统改造为交流调速同步传动系统来代替原机械传动系统,并针对交流电动机多变量、强耦合等非线性特点采用模糊控制算法和PID算法相结合的复合控制方案。在控制策略上,模糊控制和PID控制算法相结合,整个系统同步精度高,动态响应快,稳态误差小,鲁棒性好。经实际投入运行后表明,改造后一方面能够让操作人员方便的实现平滑调速,另一方面简化了整台机组的机械结构,达到了良好的控制效果。
2 开松上胶机同步传动系统描述
开松上胶机是过滤棒生产的前道工艺设备,其工作原理如下:将醋酸纤维丝束展开、开松、卷曲消除、再组合,在均匀展开的丝束上涂洒增塑剂,最后送入过滤嘴成型机制成过滤棒。丝束的展开与开松是由开松器两扩展对、输出辊对完成。开松器实际上是一个开了窄槽的强制低压通风装置,通过低压使得丝束横向展开。每个扩展辊对包括上边的螺纹辊和下边的橡胶辊。螺纹辊在旋转时其上的螺纹使丝束进一步横向展开;前螺纹辊要快于后螺纹辊,使得丝束纵向拉伸。丝束在后螺纹辊和输出辊之间的上胶箱内被上胶箱内的辊刷均匀的涂洒上增塑剂。如果前、后螺纹辊之间不保持一定的比例关系,则丝束不是被拉断便是堵塞烟枪室,以致造成整个机组停车,影响整个机组的机台效率。但设备在改造前,它们是由过滤嘴成型机的主电机通过齿行带和变速箱来驱动的,跨距大、机械结构复杂,精度低,维修量大。且在系统运行过程中,由于种种原因,如静态时负载的波动,减速比和轧辊直径的差异,动态(起动、调速、制动)时各单元机组负载转矩和转动惯量的不同,造成速度差。鉴于以上实际情况,本文采用模糊控制算法和PID算法相结合的控制策略(以下简称PID—模糊控制器)对转速同步误差进行调节。
在PID控制中,其参数已经选定,就不能随着现场情况的变化而改变,因此影响控制质量;而模糊控制由于过于依赖经验值,控制精度往往不高。为了克服模糊控制器和PID控制器各自的这些缺点,现采用把模糊控制器与PID控制器相结合的控制方案,相互取长补短,从而提高控制效果。要求各电动机之间必须协调地运行,使各台电动机之间转速或线速度始终保持一定的比例关系。
3 同步控制方案原理
要实现各电动机协调的运行,要求电气传动系统必须具有两种调速方法,既能公调又能自调。所谓公调,就是改变主令给定信号时各台电动机共同调节,以满足一定的调速范围的要求;而自调则是在运行过程中电动机之间出现不协调时各台电动机自己调节以满足同步要求。一般情况是要求系统中的第i台电动机转速ni和第i+1台电动机转速ni+1之间保持一定的比例关系,即ni=α×ni+1,以满足系统的实际工艺要求。这里α为转速同步系数,并可在线设定和修改,以满足系统各种情况下的同步要求。在实际运行过程中若要满足系统的同步要求,周期采样获取某一环节的前台电动机转速n和后台电动机转速ni+1后,ni和ni+1按下式定义转速同步偏差e:
或
当e=0时,表明在同步系数α或β的情况下ni和ni+1同步;当e≠0时,表明在同步系数为α或β情况下ni 和ni+1不同步。
在滤嘴生产过程中需要保持前螺纹辊、后螺纹辊与输出辊的速度保持一定的比例关系,如:0.788:1:0.788,而且它们的速度根据滤嘴成型机的滤棒生产速度可调。在本文中,滤嘴成型机系统改造后为由旋转编码器构成的闭环同步交流调速系统,系统的硬件结构图如图1所示。
M1、M2、M3为三台电动机,后螺纹辊电机M1为主令电动机,输出辊电机M2、前螺纹辊电机M3为从动机。D1、D2、D3为三只增量式旋转编码器。采用PID—模糊控制对转速误差进行调节,n0为主令速度给定。同步控制装置自动测量和处理两只旋转编码器的反馈信号,并根据系统的同步控制要求,设置合适的同步系数,采取适当的控制策略,自动的调节从动机的转速,从而实现从动机与主令机协调运行。
4 PID-模糊控制器的结构设计
本论文中所用的PID—模糊控制器实际上一种多模态分段控制算法的控制器。根据本系统的控制系统的特点,为了快速消除大偏差,可以在大偏差时采用开关控制。在3种模态之间实现切换的原则为:
开关控制
Fuzzy控制
PID控制
其中θ1和θ2为模态的切换阈值。当电动机转速误差的绝对值大于或等于θ1时,控制器采用开关控制以加快响应过程,即当偏差为负时输出为零;当偏差为正时,输出最大。考虑到变频器开关时都有一个上升时间和下降时间,因此,这里的开关控制实际上是一个比例控制。当转速误差在区间[θ2,θ1]上时,切换到模糊逻辑控制,以减小响应过程中的超调量。当转速误差小于θ2时,采用PID控制,以抑制系统在平衡点附近可能出现的小幅振荡,提高系统控制精度。
由于这3种控制方式在系统运行过程种是分段切换使用的,不会同时出现而相互影响,所以三者可以分别设计和调试,其中切换阈值的设定是个关键。在实际系统中,可以根据多机同步传动系统的应用环境和控制对象设定各控制量的相应阈值。本系统丝束的线速度设定值一般为0~650m/min。正常工作时为500m/min,相当于主令电机后螺纹辊的转速为1099r/min,输出辊和前螺纹辊的转速为965r/min。电机实际运行中要求速度偏差范围为5%,即±55r/min,偏差变化率范围为±20r/min。本方案中,根据实际运行情况和经验值,我们令阈值θ1=220r/min,θ2=55r/min。
我们采用两个输入变量和一个输出变量的模糊控制器,输入变量为速度偏差e和速度偏差变化率,输出变量u即同步误差系数Βα。通常变量的模糊论语选择要根据生产工艺要求和实际经验初步选定,以下三个变量的论语是我们通过现场调试和以前运行的经验值来确定的。
速度偏差e模糊集的7个语言值为:
{NB,NM,NS,ZO,PS,PM,PB}
其论域划分为13个等级:
X={-6,-6,-4,-3,-2,-1,0,1,2,3,4,5,6}。速度偏差变化率的5个语言值取为{NB,NS,ZO,PS,PB},的论域划分为11个等级:y={-5,-4,-3,-2,-1,0,1,2,3,4,5}。模糊控制器输出变量u的语言变量为{NB,NM,NS,ZO,PS,PM,PB},为了提高控制精度,取α的论域划分为15个等级:z={-7,-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6,7}。
变量的基本论域是指变量的偏差和偏差变化率的实际范围。若偏差的基本论域为[x,x],偏差和偏差变化率所取的Fuzzy集的论域为(-n,-n+1,…,0,…n-1,n),那么量化因子Ke和KC可由下式确定:
Ke=n/Xe,KC=n/XC
其中Xe,XC表示偏差和偏差变化率的实际范围。如果它们不是整数,就按四舍五入把它们化为整数。本系统变量的基本论域的选择要根据现场运行情况和控制精度的要求。根据模糊控制理论的原则,并且考虑到对论域的覆盖程度和灵敏度,稳定性和鲁棒性原则,本系统中的各模糊子集以三角形为隶属度函数曲线,因此相应的隶属函数曲线如下:线速度误差e的隶属函数曲线如图2所示,线速度误差变化率的隶属函数曲线如图3所示,控制器输出量u的隶属函数曲线如图4所示。
实际控制过程中,通过采样可得到一个实测误差值,对这个误差值进行模糊化后得ek和,即乘以量化因子Ke和KC变成可以直接在模糊查询表的E和EC值,然后在查看模糊查询表获得控制量的变化值uij,再经过计算可作为输出控制量去控制电机。模糊查询表如附表所示。
附表 模糊查询表
-5 -4 -3 -2 -1 0 1 2 3 4 5
-6 7 7 7 7 7 6 4 4 2 0 0
-5 7 7 7 7 6 4 4 4 2 0 0
-4 7 7 7 6 5 4 4 3 1 0 0
-3 7 7 6 5 4 4 3 1 0 -1 2
-2 6 5 4 4 4 3 1 0 -1 -2 -1
-1 4 4 4 3 3 1 0 -1 -2 -2 -3
0 4 4 3 3 1 0 -1 -2 -2 -3 4
1 3 2 2 1 0 -1 -2 -2 -2 -4 -4
2 2 1 1 0 -1 -2 -4 -4 -5 -6 -6
3 2 1 0 -1 -3 -4 -4 -5 -6 -7 -7
4 0 0 -1 -3 -4 -4 -6 -6 -7 -7 -7
5 0 0 -2 -4 -4 -4 -6 -7 -7 -7 -7
6 0 0 -2 -4 -4 -4 -6 -6 -7 -7 -7
5 软件实现
通过西门子S7-300PLC中的编程实现开松上胶机




 投诉建议
投诉建议
提交
查看更多评论
其他资讯

助力企业恢复“战斗状态”:MyMRO我的万物集·固安捷升级开工场景方案

车规MOSFET技术确保功率开关管的可靠性和强电流处理能力

未来十年, 化工企业应如何提高资源效率及减少运营中的碳足迹?

2023年制造业“开门红”,抢滩大湾区市场锁定DMP工博会

2023钢铁展洽会4月全新起航 将在日照触发更多商机