


艾默生CT TD3300张力控制专用变频器在开卷复合生产线上的应用
2008/5/7 13:06:00
我公司最近研发生产的金属薄板开卷修边校平横剪复合生产线,应用了当前最先进的电气控制技术。采用了TD3300张力控制专用变频器,成功地解决了开卷机与生产线同步运行的问题。现将本生产线的设计过程概述如下,仅供参考。
一、开卷复合生产线示意图:
二、生产线的工艺流程:
上料台车将金属卷材送至开卷机上。板材由开卷机引出,经过展平机初步整平,送入修边机实施板材纵剪,按工艺要求完成板材宽度的加工。校平机由15根校平辊(七上八下)和一对牵引辊组成,它也是这条生产线的主牵引机。经过校平机后,平整的板材经缓冲坑,然后,由定尺送进按一定的板材长度定量送入剪扳机实施板材剪切。皮带机将加工完好的合格板材输送到堆料小车上。两台碎边机安装在修边机后,分别将纵剪下来的两条下脚料破碎,以便运输存储。为了提高生产效率,加快剪切速度,本生产线上的横剪刀采用液压马达驱动。
由本生产线的工艺流程可以看出:开卷、展平、修边、碎边和校平应在一个线速度V1下同步运行。定尺送进和皮带之间设有横剪刀,因此,定尺送进、皮带和横剪刀是断续运行,同时,它的运行速度V2应大于V1。在校平机与定尺送进机之间的缓冲坑,其作用是:平衡V1和V2之间的速度关系,保证生产线的稳定运行。
三、电气控制方案:
展平、修边、碎边和校平的运行速度容易实现同步,只要将电机的旋转速度按照自身的减速器、传动辊子等的机械参数折算成线速度,与生产线的线速度V1统一即可。
在开卷工作中,由于卷径是在不断变化的,开卷电机的旋转速度与生产线的线速度V1很难找到匹配关系。换句话说,如何解决开卷机与整条生产线的运行速度V1同步的问题,是电气设计的主要工作之一。 定尺送进、横剪刀和皮带是断续运行。板材由定尺送进机的牵引辊按照加工要求的长度送入剪扳机进行横向剪切。因此,定尺送进机是生产线的位置控制精度要求最高的设备。
目前,开卷机的控制有以下几种方案:
①、 电磁滑差调速:手动调节开卷机的转速,使之与生产线的线速度一致。
②、 张力控制:利用板材表面张力恒定的原理,使之自动跟随生产线的线速度。
张力控制的实施又分为:力矩电机、直流电机、张力控制器等。
方案①的优点:电气控制简单,造价低廉。缺点:控制方式陈旧,劳动量大,效率低,耗能高,无法实现生产线的自动运行。
方案②的优点:操作简单,自动化程度高。缺点:控制复杂,造价高昂。
我们经过调研,决定采用艾默生TD3300张力控制交流变频器,使开卷机在张力的控制下,自动跟随生产线的线速度。在自动化程度不降低的前提下,大大降低了开卷生产线的制造成本,提高了性能价格比。
由于生产线要求的几何精度较高,所以,我们采用了交流伺服电机作为定尺送进机的拖动。在几何精度要求不高的开卷横剪线上,也可采用(编码器+交流电机)的控制方式驱动定尺送进机,这样的电气系统更简单、经济。
四、开卷校平复合剪切生产线的电气控制系统:
电气系统图见图2
一、开卷复合生产线示意图:
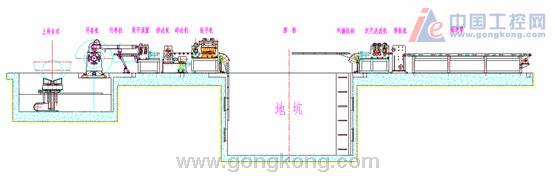
图1 生产线示意图
二、生产线的工艺流程:
上料台车将金属卷材送至开卷机上。板材由开卷机引出,经过展平机初步整平,送入修边机实施板材纵剪,按工艺要求完成板材宽度的加工。校平机由15根校平辊(七上八下)和一对牵引辊组成,它也是这条生产线的主牵引机。经过校平机后,平整的板材经缓冲坑,然后,由定尺送进按一定的板材长度定量送入剪扳机实施板材剪切。皮带机将加工完好的合格板材输送到堆料小车上。两台碎边机安装在修边机后,分别将纵剪下来的两条下脚料破碎,以便运输存储。为了提高生产效率,加快剪切速度,本生产线上的横剪刀采用液压马达驱动。
由本生产线的工艺流程可以看出:开卷、展平、修边、碎边和校平应在一个线速度V1下同步运行。定尺送进和皮带之间设有横剪刀,因此,定尺送进、皮带和横剪刀是断续运行,同时,它的运行速度V2应大于V1。在校平机与定尺送进机之间的缓冲坑,其作用是:平衡V1和V2之间的速度关系,保证生产线的稳定运行。
三、电气控制方案:
展平、修边、碎边和校平的运行速度容易实现同步,只要将电机的旋转速度按照自身的减速器、传动辊子等的机械参数折算成线速度,与生产线的线速度V1统一即可。
在开卷工作中,由于卷径是在不断变化的,开卷电机的旋转速度与生产线的线速度V1很难找到匹配关系。换句话说,如何解决开卷机与整条生产线的运行速度V1同步的问题,是电气设计的主要工作之一。 定尺送进、横剪刀和皮带是断续运行。板材由定尺送进机的牵引辊按照加工要求的长度送入剪扳机进行横向剪切。因此,定尺送进机是生产线的位置控制精度要求最高的设备。
目前,开卷机的控制有以下几种方案:
①、 电磁滑差调速:手动调节开卷机的转速,使之与生产线的线速度一致。
②、 张力控制:利用板材表面张力恒定的原理,使之自动跟随生产线的线速度。
张力控制的实施又分为:力矩电机、直流电机、张力控制器等。
方案①的优点:电气控制简单,造价低廉。缺点:控制方式陈旧,劳动量大,效率低,耗能高,无法实现生产线的自动运行。
方案②的优点:操作简单,自动化程度高。缺点:控制复杂,造价高昂。
我们经过调研,决定采用艾默生TD3300张力控制交流变频器,使开卷机在张力的控制下,自动跟随生产线的线速度。在自动化程度不降低的前提下,大大降低了开卷生产线的制造成本,提高了性能价格比。
由于生产线要求的几何精度较高,所以,我们采用了交流伺服电机作为定尺送进机的拖动。在几何精度要求不高的开卷横剪线上,也可采用(编码器+交流电机)的控制方式驱动定尺送进机,这样的电气系统更简单、经济。
四、开卷校平复合剪切生产线的电气控制系统:
电气系统图见图2
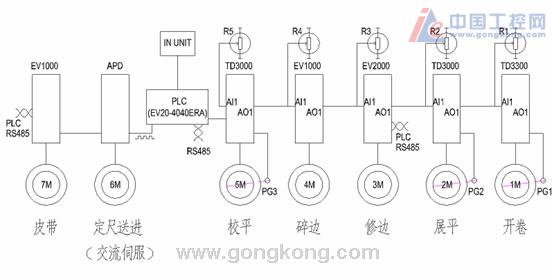
图2 电气系统图
拖动系统配置见表1:
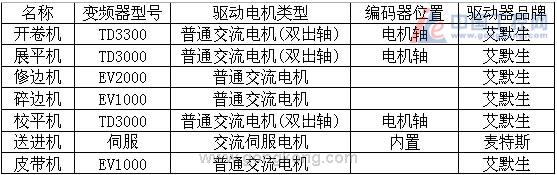
表1:开卷校平复合剪切生产线的拖动系统配置表
拖动系统配置见表1:
表1:开卷校平复合剪切生产线的拖动系统配置表
整条生产线由一台艾默生产的EC20系列的可编程序控制器统一控制。通过RS485接口和方便的内部指令,可与变频器实现实时的信息通讯。此举不仅节省了“模/数”转换模块,而且,也消除了不同系列产品之间的通讯存在着协议误码的隐患。
控制流程图如下:
控制流程图如下:
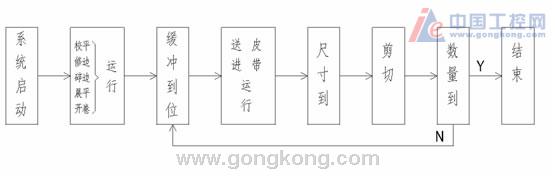
图3 控制流程图
运行速度的统一:生产线连续运行速度V1由校平机的速度调节电位器R5给定。修边、碎边、展平的电机速度可以通过下面的公式计算出与V1同步的转速:
R=V1×Jb/πφ
式中:R—电机转速
V1—连续运行的线速度
Jb—机械速比
φ—传动辊直径
π—常数
开卷电机的转度--利用TD3300张力控制特性,自动跟随连续运行速度V1。
通过PLC内部的变频器指令,读出V1线上的即时运行频率,经换算,得出定尺送进和皮带的断续运行速度V2,按照一定的比例关系,分别设定速度给定。使定尺送进和皮带以V2的速度同步运行,保证板材不被划伤,保持板材原有的光洁度。
五、TD3300张力控制专用变频器的设定:(参见—变频器的用户手册)
TD3300张力控制专用变频器是力矩电机、直流电机等卷曲类控制理想的替代产品。它优点是:控制简洁、易于维护、造价低等,具有较高的性能价格比。
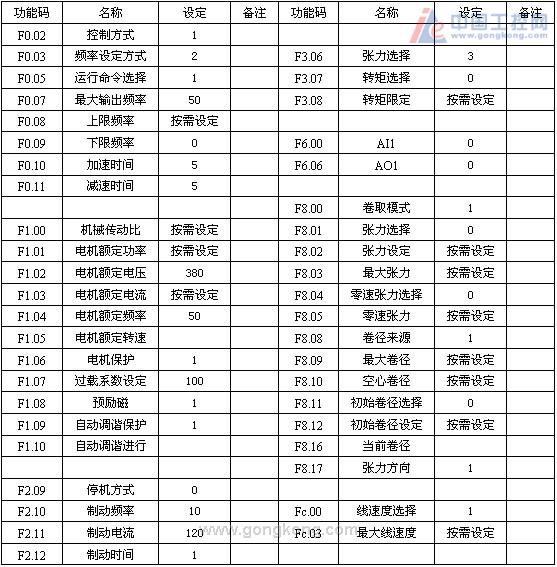
具体的参数设定如下表(仅供参考):
表2 TD3300张力控制专用变频器参数设定表
运行速度的统一:生产线连续运行速度V1由校平机的速度调节电位器R5给定。修边、碎边、展平的电机速度可以通过下面的公式计算出与V1同步的转速:
R=V1×Jb/πφ
式中:R—电机转速
V1—连续运行的线速度
Jb—机械速比
φ—传动辊直径
π—常数
开卷电机的转度--利用TD3300张力控制特性,自动跟随连续运行速度V1。
通过PLC内部的变频器指令,读出V1线上的即时运行频率,经换算,得出定尺送进和皮带的断续运行速度V2,按照一定的比例关系,分别设定速度给定。使定尺送进和皮带以V2的速度同步运行,保证板材不被划伤,保持板材原有的光洁度。
五、TD3300张力控制专用变频器的设定:(参见—变频器的用户手册)
TD3300张力控制专用变频器是力矩电机、直流电机等卷曲类控制理想的替代产品。它优点是:控制简洁、易于维护、造价低等,具有较高的性能价格比。
具体的参数设定如下表(仅供参考):
表2 TD3300张力控制专用变频器参数设定表
六、结论:
开卷机如何与生产线上的其他设备同步运行,是开卷生产线电气控制焦点所在。本生产线采用了TD3300张力控制专用变频器,成功地解决了开卷机与生产线同步运行的问题。
生产线上连续运行速度V1与断续运行速度V2之间的匹配关系,需要在生产线的现场调试时,根据缓冲坑等实地情况确定。
由于可编程控制器和变频器等主要部件都采用了艾默生品牌,从而使它们之间的通讯实现了无缝对接,保证了电气系统的安全运行,大大提高了性能价格比。
开卷机如何与生产线上的其他设备同步运行,是开卷生产线电气控制焦点所在。本生产线采用了TD3300张力控制专用变频器,成功地解决了开卷机与生产线同步运行的问题。
生产线上连续运行速度V1与断续运行速度V2之间的匹配关系,需要在生产线的现场调试时,根据缓冲坑等实地情况确定。
由于可编程控制器和变频器等主要部件都采用了艾默生品牌,从而使它们之间的通讯实现了无缝对接,保证了电气系统的安全运行,大大提高了性能价格比。




 投诉建议
投诉建议
提交
查看更多评论
其他资讯

MEV3000重载90kW~250kW产品即日起正式发布

Hello, David!

有一个地方不能只有我们知道

艾默生驱动与电机上海办公室迎来乔迁之喜

你已添加法国国家图书馆为好友