


RFID在焊装生产线上大显身手
2009年,江淮汽车将有7大平台的产品投向市场,然而这7大平台白车身都将在一个3.4万m2的焊装车间里全部实现生产,RFID作为识别领域的排头兵将在多种车型共线生产的焊装线上发挥非常重要的作用。 工作流程 基于焊装生产线的输送方式(橇体循环)和自动化程度(50%),此生产线主要采用RFID自动扫描方式来进行车体识别。焊装车间车体识别系统主要负责工艺线上车体识别跟踪、WBS库区存储调度以及生产线的生产排序管理。 工作过程如图1:整个白车身生产过程的拉动是从下车身总成线上线开始的,首先,上位机根据接收到的生产计划在下车身总成线的第一个工位上的生产看板上显示出生产安排,这样可以有效地指导工人按生产计划进行生产操作;从下车身总成线的第二个工位开始就全部进入自动化生产,在下车身总成线的最后一个工位也是橇体循环的起始工位,这时,系统的上位机将根据系统接收到的生产计划和生产线按照生产看板的实际完成情况进行核对,然后将车体信息(上线顺序号、车型、生产顺序号,VIN码、车身号、颜色、配置等)自动地写入载码体中;与此同时,侧围线区域将紧跟在下车身总成线后面进行生产,侧围线的生产模式和下车身总成的十分相似;然后,下车身总成和侧围在总成线将进行有序结合,并在总成线重要的工位上设置现场HMI终端,让操作工人根据显示的内容进行车体信息核对或者修改;经过车身总成之后,白车身已经初具规模,这时,将进入调整线进行四门两盖的装配,在调整线的装配工位上,操作工人根据RFID的读写看板进行信息的核对;最后,白车身进入WBS存储区根据车型和颜色进行库区的存储与管理,再根据涂装和总装的实际生产需要,向涂装车间送白车身,此时已完成一次循环,可以进入下一轮循环。
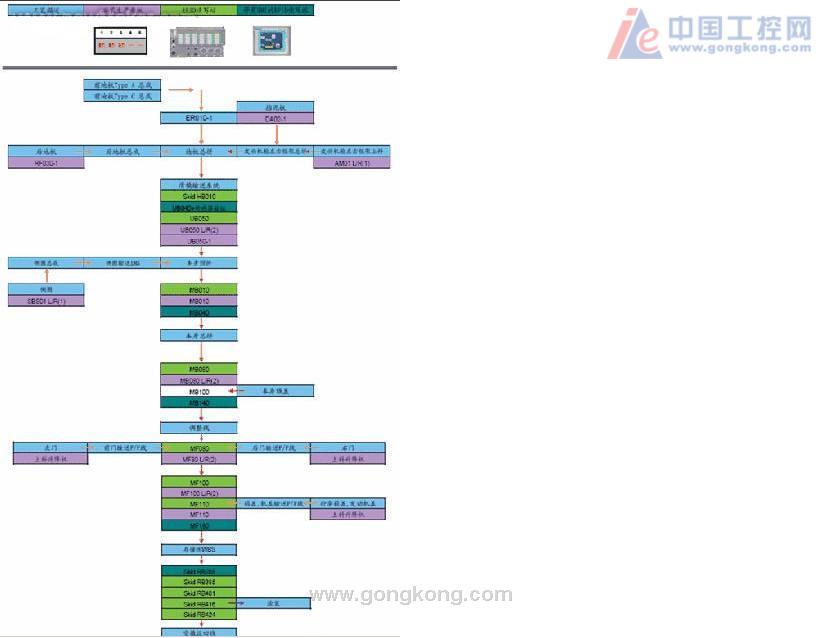
图1 系统工作流程 此系统的工作过程对车型信息的要求比较高,安全可靠性能要求高,因此对整个系统的控制可靠性和安全性提出了更高的要求。 控制系统构成 整个控制系统采用“集中监控、分散控制”的典型控制模式(系统结构如图2所示),依据这一原则,将整个焊装车间生产控制系统分为3个层次,即监控层、控制层和设备层。每一层又可分解为多个模块,都由数据驱动,并可扩展成树状结构以实现各自不同的功能。第3层是车间级监控层,车间级服务器直接接收到厂级MES的生产计划安排,整个车间将严格按计划完成白车身的生产,然后车间级服务器将实际的生产完成情况反馈给厂级MES系统,这样厂级MES系统根据各种信息汇总、分析协调管理全厂的各个生产环节。整个控制系统构成如下:
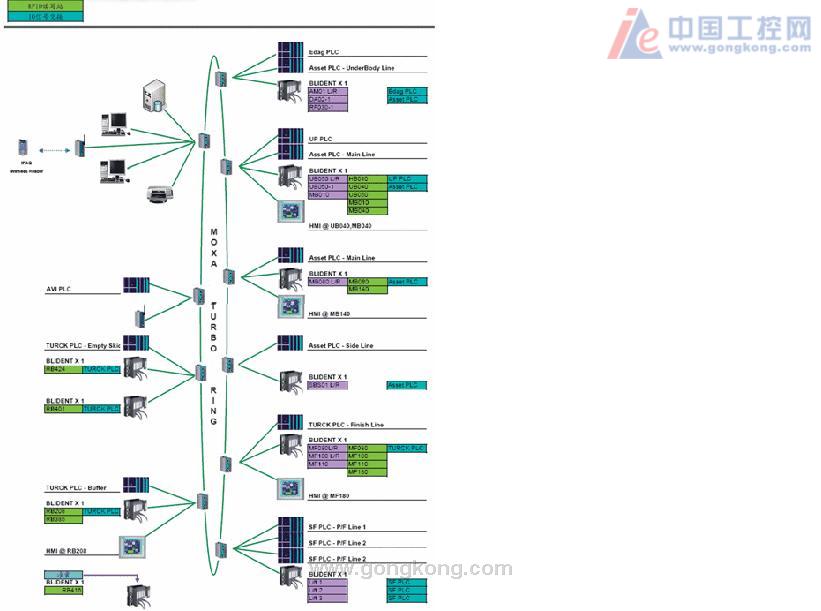
图2 系统结构 1、系统服务器与监控工作站 该工作站位于焊装车间中控室内,以后要与车间中央监控系统集成,利用中央监控系统在中控制室中的工作站,执行系统的上位管理与监控的功能。主要功能包括系统配置、车体位置跟踪与查询、WBS库区管理、生产排序管理、系统故障报警等功能。 监控工作站的后台服务器还将与厂级MES系统的生产计划模块相通讯,这样可使生产计划系统知道车身当前的准确位置,掌握焊装车间的生产情况。 2、网络结构 基于管理型的工业以太网交换机,建立Turbo Ring光纤环网,冗余结构,冗余通讯且中断自恢复,自愈时间<300ms。 3 、PLC控制系统 本系统生产线单元层采用一套西门子S7-414 PLC作为控制器,AVI_PLC 控制柜位于车间现场,通过PLC来控制相关读写站的读写操作。PLC还通过EtherNet负责与机运、焊装工艺线等控制系统相通信,提供车身信息给这些系统。 4、基于BLIdent系统的RFID工作站 每一个BLIdent站包括: (1)BLIdent接口模块,用于连接上位系统。 (2)IO模块,用于与关联设备PLC交接IO信号。与关联设备信号交接采用硬线,以保证关键信号的准确性。 (3)电子看板接口模块,用于串行连接电子看板。通讯基于RS485,连接多个电子看板。 (4)CPU单元。BLIdent带有CPU单元,可以独立处理一个区域的AVI与看板功能。这意味着在网络通信中断时,AVI功能不受影响,如果车型数据BUFFER建立的足够大,电子看板一定时间内仍能正常工作。 BLIdent编程基于CODESYS。是结构化编程语言。整个AVI系统由若干个BLIdent工作站组成,是模块化的结构。 其中,整个焊装车间共使用16套基于BLIdent系统的RFID工作站,RFID工作站在焊装车间一层平面布置如图3所示,在 焊装车间二层WBS区的平面布置如图4所示。
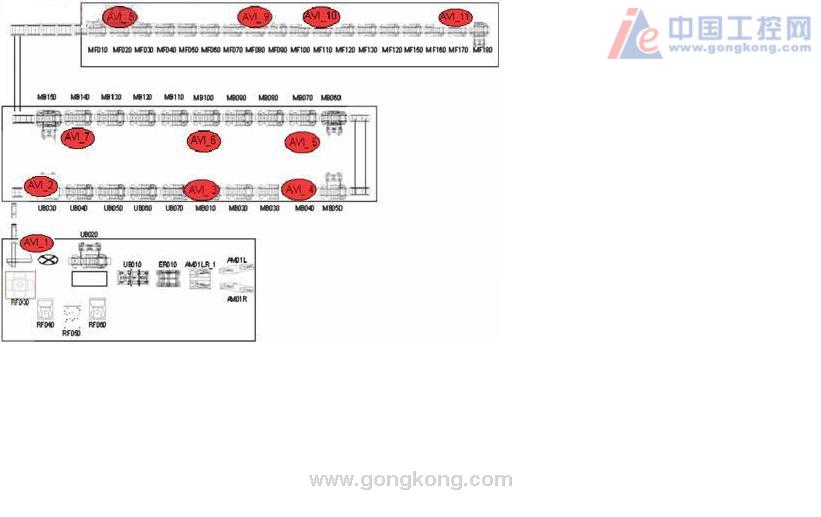
图3 焊装车间一层平面布置
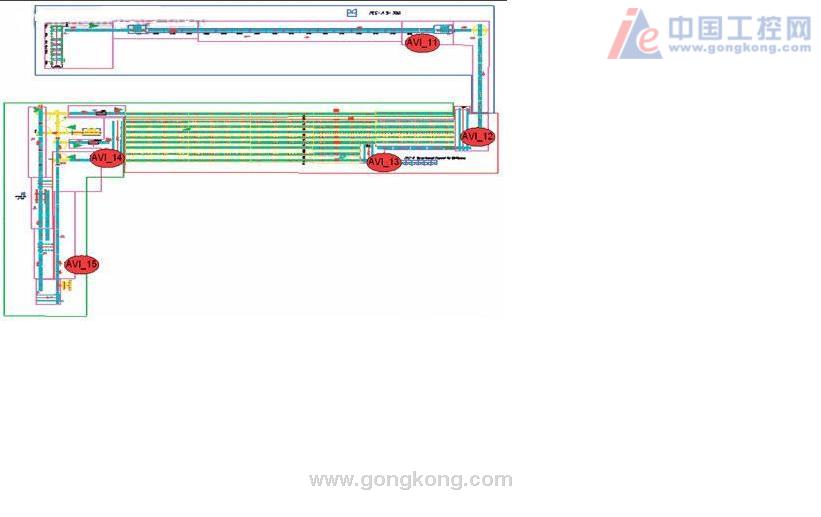
图4 焊装车间二层WBS区的平面布置 各个RFID工作站的功能简述如下: □ AVI-1是车体跟踪系统的信息写入点,也是整个车体跟踪系统的关键点,此时车体识别系统的PLC需要与总成线的PLC通信,通过发动机舱左右框架上料AM01 L/R工位的生产排序看板验证根据生产计划自动写入的车体信息与生产实际是否匹配,确认后才能对车体进行操作。 □ AVI-2/AVI-7/AVI-8是带有HMI人机界面,可以编辑修改载码体数据的读写站,此三点也是车身返修下线后的重新上线点。 □ AVI-3/AVI-6/AVI-9/AVI-10设置在合装工位,系统从RFID读取车型信息后发布到电子看板上,以此来校验主线待装配车身与从线来件是否车型一致。 □ AVI-4/AV-5/AVI-11汇总每段工艺线上的质量信息,下载到载码体上。 □ AVI-12/AVI-13/AVI-14设置在WBS库区的入口与出口移行设备处,用于调度时读取车型信息。 □ AVI-16为涂装车间与焊装车间交接点,此读写站连接到涂装控制系统,涂装车间控制系统直接读取焊装车间载码体获取车型,颜色等信息。 5、 载码体 载码体数据容量2KByte,为系统功能扩展留有余量。 车体识别与生产管理的结合:

图5 电子看板 在焊装车体识别的基础上,为了更准确、更高效地实现混线生产,江淮将车体识别与生产管理很好地结合,相辅相成。生产排序管理是为焊装车间C级车生产线混线生产专门开发的一套生产排序管理系统。生产排序管理根据用户的实际生产情况,将各个区域划分成不同的主线、从线,以主线所生产的车型为主,从线根据主线的车型所生产,达到有序的同时生产多种车型的目的。如图5所示,电子看板显示了一组车型代码。代码可能是“A0/B0/C0/BM/--”。Type1用于生产排序看板,将要生产的车型字符闪烁提示在线工人。Type2显示单个车型代码,代码可能是“A0/B0/C0/BM/--”,Type2用于当前车型提示。 系统软件设计 1、设计数据库录入界面,导入从Bann 系统下达的生产计划文件, 每个待生产的车对应一条记录,将VIN 码、车型、配置及质量等需要历史追溯的信息归类到记录属性。 2、因为侧围输送线和门盖输送线没有存储区,其生产上线顺序只需依照地板生产线上线顺序即可。 3、生产排序软件检索数据库依据生产原材料库存量(该条件预留)同车型排在一起,根据市场交货时间等条件,确认地板生产线上线顺序,并将车型信息依次发布到地板生产线上线电子看板。 4、生产排序软件依据各生产线节拍及地板生产线上线顺序和上线时间,计算出側围线和门盖线最佳上线时间,依地板生产线上线顺序将车型信息发布到侧围线和门盖线上线电子看板。 5、生产排序软件在第一个雪橇接车工位将车型对应记录的相关属性通过AVI PLC 下载到RFID 载码体中。 6、RFID 载码体编码规则如表所示: 表 RFID载码体编码规则
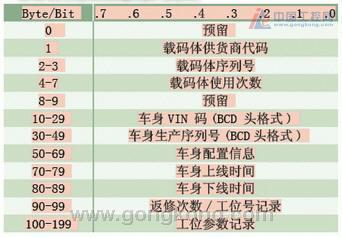
7、主线与从线的合装工位设车型信息提示电子看板。如车身合装工位前某一工位提出下线申请,则下线信息记录到载码体中,在合装工位电子看板提示下线。 8、WBS 按照车身类型存储,WBS 出库的原则是:相同颜色的车排成一组向涂装车间送车,先入库的车身先送、ERP 定单时间优先级高的车身先送。 结 论




 投诉建议
投诉建议
提交

超越传统直觉,MATLAB/Simulink助力重型机械的智能化转型

新大陆自动识别精彩亮相2024华南国际工业博览会

派拓网络被Forrester评为XDR领域领导者

智能工控,存储强基 | 海康威视带来精彩主题演讲

展会|Lubeworks路博流体供料系统精彩亮相AMTS展会