


台达机电产品在木线条砂光机上的整合应用
摘 要: 介绍了利用台达机电产品对木线条砂光设备整合开发应用。利用台达机电产品及机械配合研发直线型和L型之较复杂的直线仿形砂光机,该砂光机械设备能一次砂削三个面两个角木线条。
关键词: 木线条 砂光 人机界面 可编程控制器 变频器
1、引言
实木质装饰线条(又称木线条)是室内装饰用基础建筑材料。室内装饰工程的实木线条主要用于美化和保护装饰面板的收口位置,例如门套线、平板线、半圆线、阴角线、百叶线等。实木质线条由专用机械将各种木材剖析加工而成。由于木线条细长,对于木质要求较高,需用柚木、山毛榉(大多为红榉)、白木、水曲柳、椴木等“无节木”树材加工。木线条的加工质量是装饰效果的关键。木线条表面加工工艺的优劣,对油漆后的装饰成品形态和视觉效果有直接影响。
自动化木线条砂光机属于木材表面精加工专用木工机械。自动线条砂光机是专业对各种形状木线条进行砂光的机器,利用砂带、砂布(纸)砂光木工件表面,适合异性线条的砂光,减少人力,增进产能。复杂的直线仿形边的砂光,砂带速度和送料速度均采用无级变速。
2 、基于台达机电一体化技术的砂光机
2.1 机械结构
(1)砂光功能与整机结构。适用于直线和L型较复杂之直线仿形砂光机,能一次同时砂削三个面两角。
整机结构参见图1。从进料位可看出,工位砂架1号是砂削木块上侧面;工位2号、3号是砂削及抛光木块右侧面;工位4号、5号是砂削及抛光木块左侧面,一次性共砂削三个面,进料处有一个光电开关,送料电机配有一个编码器计算加工量及计算位置。
(2)无级调速。砂带砂轮速度采用变频调速,能满足各种材质需求,操作方便。
(3)进给工位自动补偿。根据加工量增加来启动气阀进行仿形轮的自动进给补偿,保证砂头不会因磨轮的磨损而改变砂削效果。

机械性能设计是机电一体化自动化系统设计的基础。机械性能设计参参见表1。
工件最小长度 >=660mm 三角砂架倾斜角度 0- +90
工件厚度范围 10-80mm 砂带张紧气压 0.2-0.3Mpa
三角砂架磨削最大有效宽度 60mm 压模块顶出气压 0.3-0.5Mpa
单轴砂架磨削最大有效宽度 80mm 砂头砂带线速度 8-13m/s
送料速度 9.0-57m/min 砂头可倾斜角度 0- +90
送料电机 1台(PCS)380V、50Hz、1.5KW、1400r/min 电气总功率 12.86KW
三角砂架电机 3台(PCS)380V、50Hz、2.2KW、1410r/min 外形尺寸 6050*2000*1750mm
三角砂架摇摆电机 3台(PCS)380V、50Hz、0.12KW、1400r/min
砂头电机 2台(PCS)380V、50Hz、2.2KW、1410r/min
2.3 台达自动化体系设计
根据设备装置及工艺的要求,选择台达SV 系列PLC自动化技术平台。台达SV系列是台达Slim家族的新成员,不但体积小而且性能高,由于一个28点的主机上就有4信道200kHz高速脉冲输入和4通道200kHz高速脉冲输出,所以一台机器上只要一个28点的主机即可实现。另外,SV系列PLC超强的网络通讯功能为设备联网和工厂信息化提供了可能性,使客户无需增加额外的硬件投资即可实现轻松联网。满足了砂光机工艺高速计数要求。
电气自动化总配置选择台达机电产品: 台达触摸屏DOP57CSTD; SV 系列PLC主机DVP28SV11R;8DI/8DO继电器扩展模块DVP16SP11R;8DO继电器扩展模块DVP08SN11R;高功能低噪音迷你型变频器VFD022M43B分别驱动1号砂架电机 、2号砂架电机、3号砂头电机、4号砂架电机、5号砂头电机。系统构架参见图2。
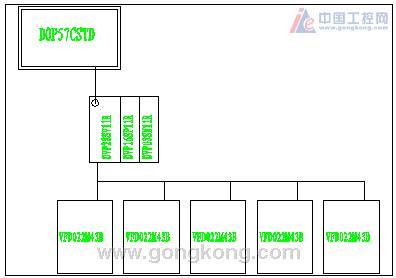
图2 系统构架
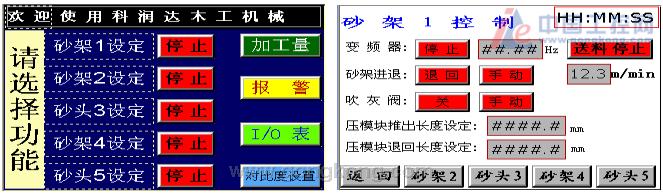
图4中每一个砂架上都配有一个吹灰阀吹干净砂削的木削粉。压模块推出长度设定:指木块起始端从光电开关ON时编码器开始有料计数达到设定此置时压模块推出开始削木块。压模块退回长度设定:指木块尾端从光电开关为OFF时编码器开始无料计数达到此设定数值时为退出压模块停止砂削木块。每个工位的旋转速度(变频器速度)在触摸屏上调整改变了以前在面板上调节。砂架2、4同理。
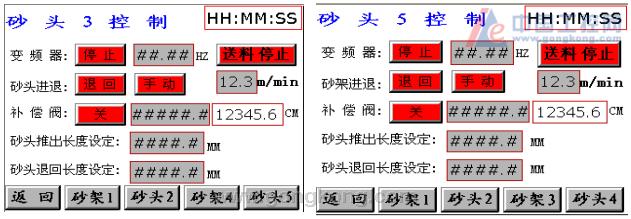
图5显示砂头工位3控制画面,砂头推出长度设定跟压模块推出长度设定动作原理一样,砂头
触摸屏设计报警画面如图7图所示。当有报警时此画面会自动调出,并显示当前的警报故障。

3 、结束语
该设备用于装饰线条的直线异行面砂光,是高档木线条、竹线条等饰条生产的理想设备,能大幅提升的产品品质,提高生产效率,降低加工成本,有效解决了高档线条生产中砂光环节用工多、工作粉尘大、质量难于控制等问题。台达机电产品在木工行业广泛运用得到木工加工行业用户的好评。机电产品功能灵活性以及技术支持深受众多木工设备制造商电气工程师欢迎。




 投诉建议
投诉建议
提交

追“光”而行 台达邀您共赴上海光伏展之约

台达“解密Cloud to Edge AI” 于COMPUTEX 2024展出驱动AI技术

台达参编中国企业可持续发展报告指南6.0 助力高质量ESG信息披露 共创低碳可持续未来

再获嘉奖 台达收获“中国自动化产业年会”三大奖项

夯实智造升级基础:设备联网 信息通畅