


西门子SIMATIC T-CPU在玻璃印刷机械中的应用
2008/6/6 16:39:00
一、项目概述
深圳市深时机电是一家专业从事工业自动化工程的成套、设计、开发及产品经营的高科技公司。同时也是德国西门子公司授权的西门子自动化系统产品(AS),低压驱动系统产品(SD)、低压电器(CD)等产品的一级代理商,系统集成商。
深圳市深时机电是一家专业从事工业自动化工程的成套、设计、开发及产品经营的高科技公司。同时也是德国西门子公司授权的西门子自动化系统产品(AS),低压驱动系统产品(SD)、低压电器(CD)等产品的一级代理商,系统集成商。

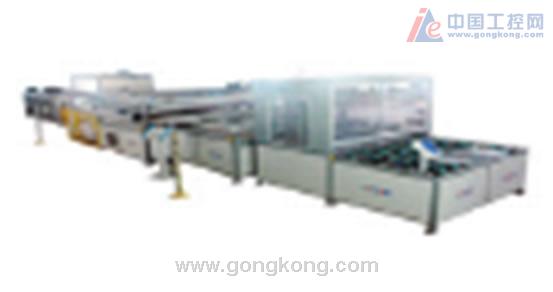
本文介绍的机器是全自动高速穿梭式丝网印刷机,是针对汽车玻璃而专业打造的一款集连续自动上片、储片、精确定位、穿梭传输、自动印刷、出料检测、快速烘干、储片、二次精确定位、二次套印、高效烘干、自动下片为一体的高精度、高效率的新型玻璃印刷机。适合于大批量、高效、多色套印的家私、家电、产业等规则玻璃。特别适合轿车前后档、三角窗、侧窗和专业平板玻璃的大批量生产。
整机采用触摸屏人机界面,操作机器设备;
多色印刷系统,采用独立多次精确定位。传输采用精确伺服系统控制,穿梭传动实现快捷传输。
选择配置自动上片系统,自动储片系统,自动下片系统,UV或IR干燥系统。
整机采用触摸屏人机界面,操作机器设备;
多色印刷系统,采用独立多次精确定位。传输采用精确伺服系统控制,穿梭传动实现快捷传输。
选择配置自动上片系统,自动储片系统,自动下片系统,UV或IR干燥系统。
工艺介绍
1. 手动预定位
定位气缸上升,人工完成放片,左右定位启动,完成预定位,上升气缸左右定位气缸复位,启动输送至于储片机。
2. 储片机
玻璃进入储片机,不需储片时,此机作为输送段,储片启动时有两个感应器(最大玻璃与最小玻璃)最大玻璃时,最小玻璃感应器不工作,反之最大玻璃感应器不工作。储片架每次上升距离为40mm,玻璃输送时储片架不能上升,下降。输送台有玻璃片储片架不能下降,储片架下降完成启动输送至精定位。
3. 精确预定位
玻璃片进入精定位,感应器感应到玻璃,输送停止。定位托架上升(气缸驱动)此二项动作同时进行,托架上升机头下降完成,伺服电机启动。开始精定位,精定位完成,穿梭输送上升(气缸驱动)上升完成,启动真空泵,完成吸附玻璃,伺服电机复位,定位托架下降,精定位机头上升,穿梭输送启动送至印刷机。
4. 印刷主机
玻璃进入印刷机,穿梭输送停止,真空吸附关闭,穿梭架下降重新复位到预定位,与此同时台板吸风启动,印刷机头下降,刮刀气缸下降,印刷启动,离网启动,离网距离可自行设定,印刷完成,防滴墨气缸启动,离网复位,机头上升,刮刀上升,回油刀气缸下降启动回油,印刷完成的同时,吸风停止,穿梭架上升,真空泵启动,穿梭架输送开始送至出料擦墨。
5. 擦洗网版
擦洗网版时,松开锁紧气缸,抽出网版,推入网版时感应开关感应到网版,启动锁紧气缸完成网框定位。
6. 出料擦墨
玻璃进入出料擦墨机,不需擦墨时此机作为传送带,擦墨启动时,机头锁紧气缸松开,机头输送启动,卷纸启动,输送卷纸完成,吸风启动,(气缸)机头下降,刮刀气缸下降,下降完毕,启动印刷完成擦墨,吸风停止,机头上升,机头输送启动。输送完成,机头锁紧气缸启动,完成机头复位。
7. 灯箱检测机
玻璃进入灯箱检测机,不需要检测时此机作为输送段,需检测时,斜转架上的气缸升起,斜转架启动,当转动至30°时,检测灯箱开启,转动灯箱,检测玻璃时不影响玻璃输送,检测完成,灯箱启动复位,斜转架下降,斜转架下降时输送台上不能有玻璃片。
二、控制系统构成
整个机器多达7处需要精确的定位控制,有两个轴(印刷轴和离网轴)需要作凸轮盘同步控制,而且根据印刷的玻璃大小,凸轮盘要求很方便的通过人机界面改变凸轮形状。SIMATIC CPU315T-2 DP集成逻辑控制和运动控制功能,它做运动控制最多可以控制8个轴、16个凸轮盘,有两个通讯口,其中一个是Profibus DP(DRIVE)口,速度可达12M bits/sec,通讯是采用ISOCHRONE MODE(等时同步)模式。ISOCHRONE MODE是PROFIBUS DP 通讯的新技术,它可以使PROFIBUS DP 的总线周期保持恒定,从而可以大大提高通讯的稳定性, 提高传动控制系统的稳定性和精度。IM174和ET200均连在此口下,以满足运动控制工艺的要求。另外一个通讯口是标准的MPI/DP口,速度可达12M bits/sec。用于连接到上位机PC、HMI和其他标准的DP 从站。用户可以通过该通讯口,连接标准的ET200进行S7-300 PLC功能的扩展。
在以往我们都会选择FM353或者FM354做定位,而做凸轮盘就要使用FM357-2,但是这种方案成本较高且编程很繁杂,使用、调试的工作难度也很大。如果选用SIMATIC T-CPU通过IM174模块控制第三方伺服,只需要一个CPU315T-2 DP 和2块IM174就够了,还有一个通道可以用来作测量摖墨纸输送长度。这个方案及满足力系统所需要的运动控制功能,又大大的降低了成本并且大大的简化了编程和调试工作,缩短了系统开发周期。
硬件配置如下:
1. 手动预定位
定位气缸上升,人工完成放片,左右定位启动,完成预定位,上升气缸左右定位气缸复位,启动输送至于储片机。
2. 储片机
玻璃进入储片机,不需储片时,此机作为输送段,储片启动时有两个感应器(最大玻璃与最小玻璃)最大玻璃时,最小玻璃感应器不工作,反之最大玻璃感应器不工作。储片架每次上升距离为40mm,玻璃输送时储片架不能上升,下降。输送台有玻璃片储片架不能下降,储片架下降完成启动输送至精定位。
3. 精确预定位
玻璃片进入精定位,感应器感应到玻璃,输送停止。定位托架上升(气缸驱动)此二项动作同时进行,托架上升机头下降完成,伺服电机启动。开始精定位,精定位完成,穿梭输送上升(气缸驱动)上升完成,启动真空泵,完成吸附玻璃,伺服电机复位,定位托架下降,精定位机头上升,穿梭输送启动送至印刷机。
4. 印刷主机
玻璃进入印刷机,穿梭输送停止,真空吸附关闭,穿梭架下降重新复位到预定位,与此同时台板吸风启动,印刷机头下降,刮刀气缸下降,印刷启动,离网启动,离网距离可自行设定,印刷完成,防滴墨气缸启动,离网复位,机头上升,刮刀上升,回油刀气缸下降启动回油,印刷完成的同时,吸风停止,穿梭架上升,真空泵启动,穿梭架输送开始送至出料擦墨。
5. 擦洗网版
擦洗网版时,松开锁紧气缸,抽出网版,推入网版时感应开关感应到网版,启动锁紧气缸完成网框定位。
6. 出料擦墨
玻璃进入出料擦墨机,不需擦墨时此机作为传送带,擦墨启动时,机头锁紧气缸松开,机头输送启动,卷纸启动,输送卷纸完成,吸风启动,(气缸)机头下降,刮刀气缸下降,下降完毕,启动印刷完成擦墨,吸风停止,机头上升,机头输送启动。输送完成,机头锁紧气缸启动,完成机头复位。
7. 灯箱检测机
玻璃进入灯箱检测机,不需要检测时此机作为输送段,需检测时,斜转架上的气缸升起,斜转架启动,当转动至30°时,检测灯箱开启,转动灯箱,检测玻璃时不影响玻璃输送,检测完成,灯箱启动复位,斜转架下降,斜转架下降时输送台上不能有玻璃片。
二、控制系统构成
整个机器多达7处需要精确的定位控制,有两个轴(印刷轴和离网轴)需要作凸轮盘同步控制,而且根据印刷的玻璃大小,凸轮盘要求很方便的通过人机界面改变凸轮形状。SIMATIC CPU315T-2 DP集成逻辑控制和运动控制功能,它做运动控制最多可以控制8个轴、16个凸轮盘,有两个通讯口,其中一个是Profibus DP(DRIVE)口,速度可达12M bits/sec,通讯是采用ISOCHRONE MODE(等时同步)模式。ISOCHRONE MODE是PROFIBUS DP 通讯的新技术,它可以使PROFIBUS DP 的总线周期保持恒定,从而可以大大提高通讯的稳定性, 提高传动控制系统的稳定性和精度。IM174和ET200均连在此口下,以满足运动控制工艺的要求。另外一个通讯口是标准的MPI/DP口,速度可达12M bits/sec。用于连接到上位机PC、HMI和其他标准的DP 从站。用户可以通过该通讯口,连接标准的ET200进行S7-300 PLC功能的扩展。
在以往我们都会选择FM353或者FM354做定位,而做凸轮盘就要使用FM357-2,但是这种方案成本较高且编程很繁杂,使用、调试的工作难度也很大。如果选用SIMATIC T-CPU通过IM174模块控制第三方伺服,只需要一个CPU315T-2 DP 和2块IM174就够了,还有一个通道可以用来作测量摖墨纸输送长度。这个方案及满足力系统所需要的运动控制功能,又大大的降低了成本并且大大的简化了编程和调试工作,缩短了系统开发周期。
硬件配置如下:
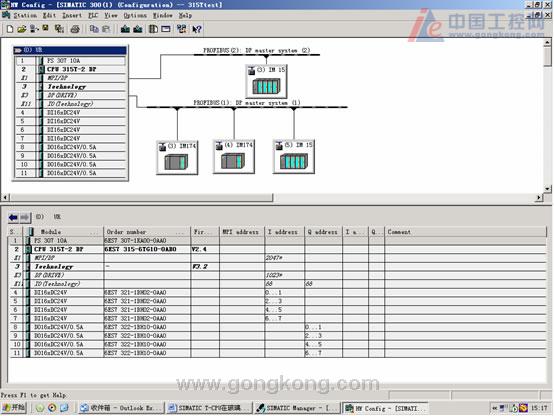
控制系统结构框图如下图所示:

三、控制系统完成的功能
本系统的一个技术难点就是机器在印刷不同规格的玻璃时,印数轴的工作行程要求可以是随意调整的,例如:印刷轴的最大工作行程时0~1800mm,离网的最大工作行程是0~40mm,他的同步关系如下图黑色线所示,但在印刷小玻璃时,为了提高效率,可能需要将印刷工作行程改为300~1500mm,离网同步的关系改成下图红色线所示,
本系统的一个技术难点就是机器在印刷不同规格的玻璃时,印数轴的工作行程要求可以是随意调整的,例如:印刷轴的最大工作行程时0~1800mm,离网的最大工作行程是0~40mm,他的同步关系如下图黑色线所示,但在印刷小玻璃时,为了提高效率,可能需要将印刷工作行程改为300~1500mm,离网同步的关系改成下图红色线所示,
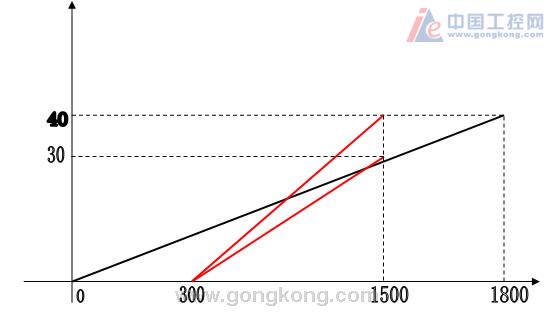
可见该系统需要一个可以在HMI就可以改变形状的凸轮盘,在SIMATIC T-CPU凸轮盘清除和生成功能正好可以非常容易地解决这个技术难题。
四、项目的实施与运行
该系统从设计到调试,一共花了一个多月的时间,实现了客户要求的所有功能,整机印刷速度达到12片/分钟。
五、应用体会
1. 之前我使用过西门子的SIMOTION D425运动控制器,这次选用的西门子SIMATIC T-CPU运动控制器。这两个控制器的运动控制功能都是一样的,因为它们都是采用西门子SIMOTION Kernel 软件内核,但在使用上却有很大的区别。
2. SIMOTION采用专门的编程语言MCC、SCL、等,需要很长一段时间去适应和学习。SIMATIC T-CPU 是一个标准的S7-300 CPU,简单地通过集成在STEP7 环境下的工艺软件包(S7 Technology)来配置和编程,是工程师所熟悉的S7-300 PLC的编程语言环境,例如:梯形图LAD, STL,FBD,S7-SCL,CFC,SFC,S7-GRAPH。工程师初次应用时,不用经过技术培训,上手使用就非常迅捷。
3. SIMATIC T-CPU可以很方便的同上位机通讯,跟以往用S7-300 PLC一样,非常轻松就可以把位于SIMOTION Kernel 内核的各个伺服轴数据显示上来。当逻辑控制需要轴的数据时,可以直接从轴的数据块DB中找到,非常方便。在SIMATIC T-CPU中轴的配置和SIMOTION是一样的,运动控制的程序编写只是简单的调用相应的功能就可以实现。
4. 因为SIMATIC T-CPU是一个标准的S7-300 PLC逻辑控制器,所以在拥有了运动控制功能的同时,依然保留了强大的PLC逻辑控制功能,SIMATIC NET通讯功能,而且非常容易实现。而采用SIMOTION D作为控制器时,编写逻辑控制程序时非常复杂难以实现。例如,做一个定时功能,在PLC中仅仅调用一个指令就可以实现了。但是,在SIMOTION中做一个定时功能,需要调用一个复杂的功能块。当想用SIMOTION来编写一些标准块时,更是难以实现。
5. 当定位要求不是很精确、动态响应很迅捷的时候,使用SIMATIC T-CPU通过控制变频器,就可以完成定位功能。这样,更是大大降低了OEM厂家的设备开发成本。
四、项目的实施与运行
该系统从设计到调试,一共花了一个多月的时间,实现了客户要求的所有功能,整机印刷速度达到12片/分钟。
五、应用体会
1. 之前我使用过西门子的SIMOTION D425运动控制器,这次选用的西门子SIMATIC T-CPU运动控制器。这两个控制器的运动控制功能都是一样的,因为它们都是采用西门子SIMOTION Kernel 软件内核,但在使用上却有很大的区别。
2. SIMOTION采用专门的编程语言MCC、SCL、等,需要很长一段时间去适应和学习。SIMATIC T-CPU 是一个标准的S7-300 CPU,简单地通过集成在STEP7 环境下的工艺软件包(S7 Technology)来配置和编程,是工程师所熟悉的S7-300 PLC的编程语言环境,例如:梯形图LAD, STL,FBD,S7-SCL,CFC,SFC,S7-GRAPH。工程师初次应用时,不用经过技术培训,上手使用就非常迅捷。
3. SIMATIC T-CPU可以很方便的同上位机通讯,跟以往用S7-300 PLC一样,非常轻松就可以把位于SIMOTION Kernel 内核的各个伺服轴数据显示上来。当逻辑控制需要轴的数据时,可以直接从轴的数据块DB中找到,非常方便。在SIMATIC T-CPU中轴的配置和SIMOTION是一样的,运动控制的程序编写只是简单的调用相应的功能就可以实现。
4. 因为SIMATIC T-CPU是一个标准的S7-300 PLC逻辑控制器,所以在拥有了运动控制功能的同时,依然保留了强大的PLC逻辑控制功能,SIMATIC NET通讯功能,而且非常容易实现。而采用SIMOTION D作为控制器时,编写逻辑控制程序时非常复杂难以实现。例如,做一个定时功能,在PLC中仅仅调用一个指令就可以实现了。但是,在SIMOTION中做一个定时功能,需要调用一个复杂的功能块。当想用SIMOTION来编写一些标准块时,更是难以实现。
5. 当定位要求不是很精确、动态响应很迅捷的时候,使用SIMATIC T-CPU通过控制变频器,就可以完成定位功能。这样,更是大大降低了OEM厂家的设备开发成本。




 投诉建议
投诉建议
提交
查看更多评论
其他资讯

西门子获评 2025 PLM 分析师评估“领导者”称号

西门子再次亮相链博会 全维度赋能中国企业出海

西门子Desigo®Optic斩获麒麟认证,西门子Xcelerator同步焕新上架
西门子完成对Dotmatics的收购
西门子推出全新AI机器人解决方案,赋能AGV实现自主生产