


LK大型 PLC在污水处理厂中的应用
关键词 污水厂;LK大型PLC
引言
甘肃刘化集团地处黄河上游,由于历史原因污水基本没有经过处理直接排入黄河,对周边环境造成了一定影响。刘化集团污水处理厂是刘化集团响应国家环保要求新建的负责处理整个刘化集团工业污水及生活污水的污水处理厂,是为保护黄河上游水质、节省水资源、深入发展城镇经济而建设的重点项目。
工艺介绍
刘化集团污水处理厂采用生物曝气法进行污水处理,设计规模为日处理量10000方,其主要建筑物有:栅格间、预曝调节池、高架配水井、竖流沉淀池、生物曝气滤池、清水池、浓缩池、鼓风机房等。污水首先由进水管经格栅进入预曝调节池,再通过预曝调节池内的三台提升泵将污水提升至竖井沉淀池,然后经由竖井沉淀池自流进入生物曝气滤池,最后经过生物曝气处理后的清水进入清水池;而竖井沉淀池底部的沉淀物质经过浓缩池和浓缩一体式脱水机后进行最后的处理。
自动控制系统组成
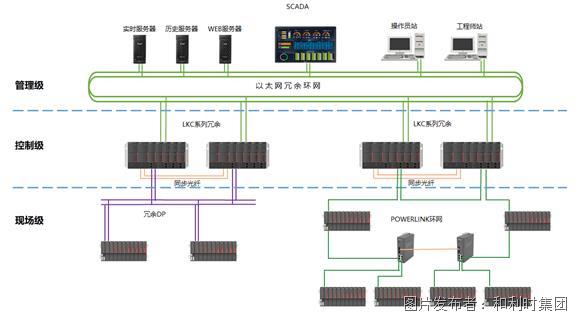
该污水处理厂自动控制系统采用冗余以太网通讯方式,由监控中心与一个LK大型PLC控制站构成。PLC控制站采集设备的启停、阀门的开关及报警状态,污水流量、水位及PH等信号,通过以太网与上位监控中心连接。监控中心由两个操作员站作为一主一从服务器用来存储实时运行数据,服务器上装有和利时公司监控软件SmartPro做为上位监控界面。系统配置结构图如下:

控制系统功能介绍
本控制系统设计采用三种控制方式,即监控中心远程控制、现场PLC控制、设备现场手动控制等,其优先级别分别为现场手动控制最高,其次为现场PLC控制,最低为监控中心远程控制。
各自动控制单元通过LK大型PLC实现的功能分别是:
4.1 格栅间
主要实现的功能有:采集格栅的运行状态信号及现场仪表的数据信号,并通过自动控制程序实现格栅自动运行控制:
◆两台格栅自动控制采用水位差控制和时间控制。通过水位差测量仪检测粗格栅前后水位差值,当水位差值大于设定值时,启动粗格栅。当粗格栅距上次运行的时间超过设定值时,启动粗格栅;

◆采集进水PH值和格栅前后液位差。
4.2预曝调节池
主要实现的功能有:采集提升泵、加药泵、阀门的运行状态信号及现场仪表的数据信号,并通过自动控制程序实现预曝调节池内设备的自动运行控制:
◆三台提升泵自动控制由池内液位控制。当水位升高时,控制水泵依次逐台启动,水泵的启动顺序按累计的水泵运行时间从小到大排列。当水位降低时,控制水泵依次逐台停止,顺序与之相反。同时自动累积水泵运行时间,实现水泵的自动轮值,保证水泵总是处在最佳运行状态。当水位降低到干运转保护水位时,水泵全停。

◆两个加药泵和三个阀门的监视和控制;
◆采集预曝调节池液位和进、回水流量数据。
4.3竖流沉淀池
主要实现的功能有:采集进水、回水阀门的运行状态信号,并通过自动控制程序实现竖流沉淀池内设备的自动运行控制:
◆四组进水、回水阀门的监视和控制。
4.4生物曝气池
主要实现的功能有:采集进水、出水、反冲进水、反冲进气、曝气进气阀门的运行状态信号及现场仪表的数据信号,并通过自动控制程序实现生物曝气池内设备的自动运行控制:
◆六组进水、出水、反冲进水、反冲进气、曝气进气阀门受时间和生物曝气池液位的控制;
◆采集生物曝气池液位数据。
4.5清水池
主要实现的功能有:采集反冲泵、回用泵的运行状态信号及现场仪表的数据信号,并通过自动控制程序实现清水池内设备的自动运行控制:
◆三台回用泵自动控制由池内液位控制。其控制原理同预曝调节池的提升泵;
◆两台反冲泵自动控制与生物曝气池内的反冲进水阀联动;
◆采集清水池液位及出水PH数据。
4.6鼓风机房
主要实现的功能有:采集曝气、搅拌、反冲鼓风机的运行状态信号,并通过自动控制程序实现鼓风机房内设备的自动运行控制:
◆两台曝气鼓风机与生物曝气池内的曝气进气阀门联动;
◆两台反冲鼓风机和一台搅拌鼓风机与生物曝气池内的反冲进气阀门联动。
4.7浓缩池
主要实现的功能有:采集螺杆泵、浓缩一体式脱水机、螺旋输送机的运行状态信号及现场仪表的数据信号,并通过自动控制程序实现浓缩池内设备的自动运行控制:
◆两台螺杆泵、一台浓缩一体式脱水机和一台螺旋输送机的监视和控制。
整个污水厂的运行基本实现了全自动控制,所有设备运行参数及仪表数据都被送入PLC,PLC再通过以太网与上位监控系统进行数据交换,用以监视和控制污水处理厂各个生产环节的运行。进水流量计及回水流量计通过RS485口与PLC系统进行通讯,保证了现场测量数据与控制中心数据的完全一致。
硬件、软件功能介绍
5.1硬件功能介绍
针对系统控制要求,和利时公司设计了基于LK大型PLC的工程方案。方案中主要利用LK大型 PLC的模拟量处理、以太网通讯、串口通讯等功能。
LK大型 PLC是和利时公司于2006年推出的新一代高端PLC系统,该系统支持冗余、热插拔,单指令执行时间仅为13ns,支持多种通信协议,软件编程便捷,适用于逻辑控制、顺序控制、过程控制、传动控制和运动控制等领域。
LK大型 PLC目前推出的主要产品如下:
1)CPU模块:LK207、LK210
2) 数字量输(DI)模块:LK610、LK611、LK612、LK613、LK614、LK650
3)数字量输出(DO)模块:LK710、LK750、LK720
4)模拟量输入(AI)模块:LK410、LK411、LK430、LK440
5)模拟量输出(AOI)模块:LK510、LK511
6)模拟量输入出(AI/O)模块:LK850
7)特殊功能(高速计数和SOE)模块:LK680、LK690
8)通讯接口模块:LK231
9)背板:LK101、LK102、LK110、LK111、LK112、LK120、LK121
而本污水处理厂自控系统选用的模块具体性能参数见下表:

5.2软件功能介绍
本污水处理厂计算机监控系统采用SmartPro V3.1.3上位组态软件设计运行,该系统提供了友好的人机界面(见全厂工艺流程图),具备如下功能:

5.1.1 实现了工艺流程监控
该系统实现了污水处理厂整体工艺流程、各主要工艺设备运行状态、过程控制及各生产环节生产数据的实时采集与显示,主要画面有:全厂工艺流程图、滤池工艺流程图及在线仪表实时参数显示表、生产数据历史趋势图等。实现的工艺生产设备监控功能有:所有被监控制设备的运行状态、启停控制、设备与设备之间的连锁控制、工艺参数的设定,以及PH、液位、流量等参数的显示、报警、记录、趋势以及累积量计算等。
5.1.2 控制回路显示与控制
包括电机开关、运行时序、气动阀门开关、联锁控制等所有控制回路,可修改设定值、控制方式、调节参数等。
5.1.3 报警功能
包括工艺数据报警、设备故障报警、系统故障报警,并根据不同的报警信息提供不同的报警画面,在故障确认后可实现报警解除。
5.1.4 历史数据的存储与检索
记录生产过程中所有参数的历史数据,记录时
间不小于一个月,并可根据要求任意设置。对重要的数据进行在线存储。可以通过历史报表或者历史趋势曲线的方式来检索历史数据。
统计分析、历史记录,根据生产数据,建立生产数据库系统,并对这些数据进行有目的的分析,可以做出不同角度、不同应用<




 投诉建议
投诉建议
提交

和利时助力常德至长沙实现高铁全线贯通
喜讯!和利时连中两标边缘智能控制器采购项目

助力智慧公路发展——和利时成功中标内蒙古气象发布服务项目

和利时荣膺2022第二届智能制造创新大赛多项大奖
和利时LKC系列可编程逻辑控制器