


LK在秸秆发电控制系统中的应用
高速发展的中国经济对能源和环保提出了越来越高的要求,利用秸秆燃烧发电是充分利用能源,保护生态环境的有效途径之一。据测算,每两吨秸秆的发电量相当于一吨煤,不仅如此,环境国际能源机构的研究表明,秸秆还是一种很好的清洁可再生能源,其平均含硫量只有3.8‰,而煤的平均含硫量却高达1%。除了具有较好的经济效益和生态效益,秸秆发电还具有可观的社会效益,根据清洁发展机制(CDM),秸秆发电项目可以通过出售温室气体减排量来获取建设资金。因此,从节能环保、充分利用农村再生资源、建设环境友好型社会的角度出发,利用秸秆燃烧发电在我国得到了广泛应用,成为利国利民的“朝阳”产业。

本文介绍的基于LK系列PLC的控制系统在满足热电厂设备安全、高效运行的同时,具有良好的经济价值,社会效益和推广前景,目前已成功应用于连云港协鑫热电厂和宝应协鑫热电厂秸秆上料系统现场。
2 工艺流程介绍
2.1 秸秆发电工艺介绍
协鑫热电厂采用秸秆为原料,将其打碎并包装成捆,上料系统将深加工后的秸秆燃料通过散包机进行二次打碎,并将二次打碎后的燃料分散成碎料送至皮带机,皮带将分散后的秸秆碎料送入蒸汽炉的加热系统内充分燃烧,使蒸汽炉循环水转变为水蒸气推动汽轮机旋转,再由动能转化为电能。整个上料系统包括散包机的原料分散和皮带机的物料输送两部分。
2.2 秸秆发电上料系统
散包机原料分散系统
散包机由压料辊、导料辊、输送辊、一次侧散包机、二次侧散包机几部分组成。秸秆燃料进入散包机后,先由压料辊将其进行二次粉碎,粉碎后的燃料通过导料辊进入输送辊。后由输送辊送入一次侧散包机进行分散作业,分散后再次经由输送辊送至二次侧散包机进行二次分散作业。
皮带机物料输送系统
经二次分散作业后的秸秆燃料由散包机进入皮带机内,燃料由0#皮带机/1#皮带机→2#皮带机→3#皮带机,最后由3#皮带机将其送入加热炉的炉膛内进行燃烧。

图 1 上料系统结构示意图
3 自动化控制系统设计
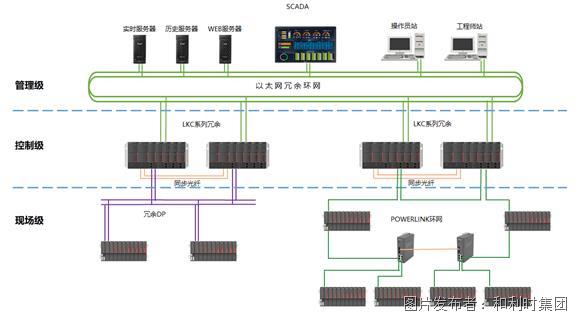
协鑫秸秆发电厂控制系统分为生产管理级、现场控制级和就地控制级三层结构,利用高速工业以太网(TCP/IP协议)进行连接以实现信息和资源的共享,其优先级分别为就地控制级最高,其次为现场控制级,最低为生产管理级。由LK组成的现场控制站位于该系统的的现场控制级,并接入电厂原有的DCS系统中。

图2 自动化控制系统结构图
生产管理级
位于蒸汽炉、汽轮机联产系统控制室内,由原有DCS监控系统构成。各监控计算机对主要工艺设备的运行状态和生产过程的工艺参数进行数据采集及显示。上料输送系统的PLC控制站通过串口通讯,与DCS系统的通讯服务器连接并由该服务器将PLC控制站数据传入DCS的I/O服务器内,I/O服务器上运行的监控软件将该数据进行显示并下发控制命令。
现场控制级
即PLC控制级,由LK大型PLC构成,采用CPU双机热备的冗余结构,使整个系统运行稳定可靠。其功能是读取上料系统中散包机和各皮带机的运行参数并根据生产管理系统下发的指令来控制系统中各设备的运行。采集数据主要包括 散包机各组成部分变频器的运行状态、反馈电流以及故障信号;皮带机的运行状态、反馈电流及各皮带机的在线检测开关信号。现场控制级接受生产管理级的调度,但并不依赖于生产管理级而运行,若监控计算机出现故障或并没有投入使用亦或通信网络出现故障,该控制站仍能正常工作,对整个工艺过程没有影响。
就地控制级
将设备切换到现场手动状态,以实现设备的就地手动控制。就地手动控制具有最高的优先级,主要应用在设备调试、维护阶段。
秸秆发电厂上料控制系统采集原料分散系统中负责控制压料辊、导料辊、送料辊、一次侧散包辊和二次侧散包辊等设备的变频器状态信号及数据信号并对以上设备发送控制信号;实时读取并控制物料输送系统中各皮带机的工作状态,包括各皮带机组的A/B两条皮带的启停控制及防撕裂、打滑、堵料、跑偏、拉绳等在线检测开关。
4 工艺控制策略
A/B组传动系统分为两个环节,如图1所示,系统1是输送整料的,需要散包机分散,然后进入2#皮带机、3#皮带机,最后进料仓;系统0是输送散料的,不需要散包机分散,经0#皮带机、2#皮带机、3#皮带机进入料仓。具体过程如下
4.1 系统0控制

系统0启动
3#皮带机是系统的末端,直接进料仓或锅炉。必须先起动,否则就会发生堵料现象,即优先级最高,在皮带机3# 启动60s正常运行后在启动2#皮带机。同理顺次启动皮带机0#。
系统0停止
系统停止控制与启动顺序正好相反,从进料端顺序停止。相应的皮带机要做延时停止,保证物料完全被传送出去。
4.2 系统1控制
系统1启动
3#皮带机是系统的末端,直接进料仓或锅炉。必须先起动,否则就会发生堵料现象,即优先级最高,在皮带机3# 启动60s正常运行后在启动2#皮带机。同理顺次启动皮带机0#、散包机。
系统1停止
系统停止控制与启动顺序正好相反,从进料端顺序停止。相应的皮带机要做延时停止,保证物料完全被传送出去。

故障处理
系统中的设备都提供了故障信号,根据故障信号停止相应的设备。一般在系统运行时,当某一个皮带机或散包机发生故障时,其相应的联锁设备也会停止,保障系统的安全。如图5所示

5 系统功能
协鑫热电厂上料输送系统通过将PLC控制站接入原有DCS系统实现了对工艺流程的监测、控制以及数据的处理、存储、分析以及报表打印等任务。
工艺流程显示
显示工艺流程的同时将所有的设备状态、工艺参数以及各控制回路的详细参数等进行了有针对性的实时采集与显示。

设定值显示
包括所有必需参数的设定值、控制方式、调节参数以及其它联锁值、报警值等。
报警显示
包括实时报警、历史报警。系统可在线诊断各类故障,查找故障部位并报警。包括工艺数据报警、设备故障报警、系统故障报警,根据不同的报警信息提供不同的报警画面,在故障确认后可实现报警解除。
报表显示和打印
采用了DDE技术,从而使用户能够直接使用Excel编制报表。借助Excel的强大功能,用户可以随心所欲地编制各种各样的报表。可以是实时数据的报表,也可以是历史数据的报表。
历史数据的存储与检索
对重要的数据进行在线存储,数据的存储时间最长为10年。可以通过历史报表或者历史趋势曲线的方式来检索历史数据。
控制
在监控计算机上可以进行远程手动控制,使用鼠标、键盘控制PLC来启动和停止现场的设备。
操作记录
对重要设备的操作、重要参数的修改均会自动记录,包括登录的操作员、对设备进行的操作、时间以及修改前的参数值、修改后的参数等,以利于管理及事故分析。
系统的安全管理
系统设置为多用户、多区域方式,各类用户均有自己的用户名和密码,对应着不同的安全级别,决定了操作




 投诉建议
投诉建议
提交

和利时助力常德至长沙实现高铁全线贯通
喜讯!和利时连中两标边缘智能控制器采购项目

助力智慧公路发展——和利时成功中标内蒙古气象发布服务项目

和利时荣膺2022第二届智能制造创新大赛多项大奖
和利时LKC系列可编程逻辑控制器