


LK在炭素生产煅烧环节加料排料中的应用
近年来随着铝电解工业的飞速发展,作为铝生产第二大原材料的铝用炭素材料生产发展很快。持续二十年的铝工业和消费的增长刺激了我国铝用炭素材料需求在二十年间持续增长,现已成为世界上生产炭素制品产量大国之一。但是我国的炭素生产质量与世界先进水平差距还比较大。我国的铝用炭素生产企业虽然数量众多,但是铝用炭素工业的技术装备水平低,设备老化,造成企业高污染、高消耗和高成本,国际竞争力差。国内炭素生产线自动化水平低,只有少数厂家能够实现炭素生产的自动控制。提高国内炭素生产企业的自动化装备水平,成为提高国内炭素产品国际竞争力的重要环节。
2 工艺流程介绍
铝用阳极生产原料为石油焦和煤沥青,生产工序包括:原料贮运破碎、煅烧、沥青熔化、生阳极制造、焙烧及炭块贮存和残极处理等。煅烧作为的煅烧过程中的首要步骤,直接影响阳极的最终各项指标。


石油焦是预焙阳极生产的原料,但石油焦不能直接用于预焙阳极生产。因为原料石油焦中含有一定量的水分、挥发分;微观结构不规整,存在着很多缺陷,表现为导电性和抗氧化性很差,密度和机械强度低。水分的存在使成型生产过程中焦炭的破碎,筛分和磨粉困难,甚至无法进行。如果物料在混捏前不能除去水分,还会影响混捏效果,是糊料塑性变差,导致成型后的生块产生汽包和裂纹。而挥发分在成型过程中无法排除,在焙烧时以大量气体形式排出,并伴随着焦炭本身体积的高度收缩,使焙烧制品产生大量的裂纹和变形废品,保证不了焙烧制品质量的合格率。因此,原料石油焦在进入成型工序前必须经过锻烧。所谓缎烧,就是为改善碳质原料的理化性能,以满足生产需要而进行的高温热处理过程。锻烧的目的,就是要排除原料石油焦中的水分和挥发分,增大焦炭的密度和机械强度,提高其导电性和抗氧化性,以满足预焙阳极生产的需要。锻烧过程的物料流动如图1所示。
3 自动化控制系统设计
炭素煅烧上料排料控制系统采用单机配置的HOLLiAS LK系列PLC完成原料破碎、煅烧炉上料及排料的功能,PLC置于中央程控室。对系统过程的工艺参数、电气参数和设备运行状态进行监测、控制、联锁和报警以及报表打印,通过使用一系列通讯链,完成整个工艺流程所必需的数据采集,数据通讯,顺序控制,时间控制,回路调节及上位监视和管理作用。
整个系统主干传输网采用100Mbps工业以太网,支持IEEE802.3规约和标准的TCP/IP协议;也可采用工业级专用控制局域网,该控制网具备确定性和可重复性及I/O共享,实现数据的高速传输和实时控制。
整个系统由1个中央控制室、1个现场PLC控制站组成。现场PLC控制站由HOLLiAS LK系列可编程序控制器(PLC)系统及检测仪表组成,对炭素煅烧上料排料过程进行分散控制;再由中央控制室上位机实行集中监控管理。中央控制室上位机与PLC控制站之间的数据通讯采用高速的、实时的工业以太网,通讯速率为100Mbps,传输介质为屏蔽双绞线。
现场的PLC控制站为单机控制器,PLC采集现场信号,然后通过工业以太网与控制监控计算机进行数据通信,控制方式采用“全开放全分布”方式。
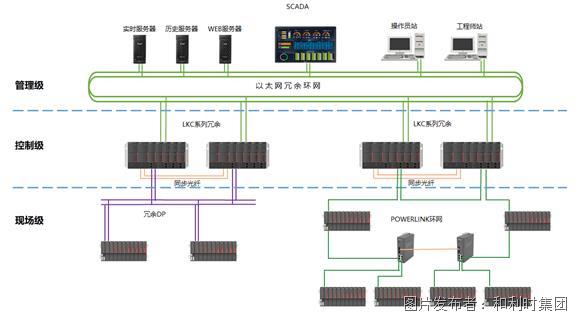
控制系统分为三级管理,包括管理级(中心控制室)、控制级(PLC控制站)及现场级。

管理级(中心控制室)
管理级是系统的核心部分,完成对炭素原料粉碎、煅烧上料和煅后排料三部分的管理和控制 ,并实现厂级的办公自动化。管理级提供人机接口,是整个控制系统与外部信息交换的界面 。
考虑到管理层功能结构的层次性和可分割性,采用客户/服务器(Client/Server)的体系结构。服务器具有远程控制操作功能、状态显示功能、数据处理功能、报警功能、报表功能、通讯功能和冗余功能等。中央控制室中设备包括:一台安装和利时公司FacView监控组态软件的冗余服务器作为上位机。生产管理人员可在办公室实时监视现场的运行情况。这种配置的最主要的优点是保证数据的完整性和监控
操作的连续性。这种配置的最大优点是最大程度的降低投资成本。
控制级(PLC控制站)
控制级是实现系统功能的关键,也是管理级与现场级之间的枢纽层。因此,控制级采用以和利时公司高性能、高可靠性的HOLLiAS LK系列PLC为主的控制系统,其主要功能是接受管理层设置的参数或命令,对炭素生产过程进行控制,同时将现场状态输送到管理层。
LK系列PLC的CPU模块上集成多种通信接口,包括冗余以太网接口、冗余PROFIBUS-DP总线接口、串口,控制级PLC系统通过高速冗余工业以太网与管理级上位机进行通信。另外,CPU模块作为PROFIBUS-DP主站,与远程分布式智能I/O通过冗余的PROFIBUS-DP进行数据通信。
LK系列PLC模块接线端子集成在背板上,与模块本体分离,且所有模块均支持带电插拔,因此维护人员在维修时更换模块非常方便、快捷。
现场控制级接受生产管理级的调度,但并不依赖于生产管理级而运行:若监控计算机出现故障或者并没有投入使用或者通信网络出现故障,现场控制站仍继续正常工作,对整个工艺过程没有影响。
现场级
现场级是实现系统功能的基础。现场级主要由检测仪表(如料位计、传感器等)、控制设备等组成。其功能主要是对系统设备的状态、传感器参数进行监测,并把监测到的数据上传;接受控制级的指令对执行机构进行控制。
将现场控制箱上的“就地/远程”旋钮切换至“就地”位置,通过箱上的“启动/停止”按钮实现就地手动控制。
4 工艺控制策略
炭素生产煅烧环节加料排料自动控制系统共分为三个控制部分:原料破碎控制系统、上料控制系统和排料控制系统。炭素生产煅烧环节加料排料自动控制系统控制方式设计为现场设备就地手动控制、远程手动控制、程序自动控制三种控制模式。三种模式的级别由高到低依次为就地手动控制、远程手动控制、程序自动控制。
4.1 原料破碎控制系统
原料破碎控制系统中由东线和西线组成,两条线分别将破碎得到的原料装入1、2号原料仓和3、4号原料仓。东西两条线完全相同,是分别控制的,互不影响。每条线的的主要设备有振动给料机、两个振仓器、原料破碎机、输送皮带机、除铁器、斗式提升机、三通阀和两个原料仓。系统的控制要求遵循如下原则:
破碎给料原则
1) 流程预启:进行流程选择,并启动相应流程上的预启动设备,做好启动准备。即将所有设备现场控制箱的现场控制箱上的“就地/远程”旋钮切换至“远程”位置。并将上位机操作界面的“自动/手动”旋钮切换至“自动”位置;
2) 流程启动:接收到流程启动允许信号后,系统主设备按逆原料流方向延时顺序启动。即将上位机操作界面的自动启动按钮按下后系统按照如下顺序启动设备:根据石油焦储存仓的料位检测情况判断要料状态→三通阀选择下料方向→斗式提升机启动→除铁器启动→输送皮带机启动→双齿破碎机启动→电机振动给料机启动→双齿破碎机料仓振仓器启动。
3) 流程停止:停止指令下达后,系统主设备按顺原料流方向延时顺序停止。根据石油焦储存仓的料位检测情况判断停止上料→双齿破碎机料仓振仓器停止→电机振动给料机停止→双齿破碎机停止→输送皮带机停止→除铁器停止→斗式提升机停止;
4) 故障联锁停机:当所选流程上的系统主设备发生故障时,立即联锁跳停设备故障点上游(逆原料流方向)的主设备;
4.2 上料控制系统
上料控制系统负责将原料仓中的原料输送到煅烧炉,在上料控制系统中分为加料小车的自动控制和皮带输送自动控制两部分。在小车自动控制中分为南线和北线两条完全相同的加料线。南线和北线是单独控制的,互不影响,小车按照周期为煅烧炉加料。小车的位置和料位状态影响皮带输送的启动和停止。上料控制系统的主要设备有:加料小车四个、接料皮带机两个、接料皮带分料阀两个、提升机两台、提升机前三通阀一个、仓底皮带机一个和分料器四个。系统控制要求遵循以下原则:
上料原则
1) 流程预启:进行流程选择,并启动相应流程上的预启动设备,做好启动准备。即将所有设备现场控制箱的现场控制箱上的“就地/远程”旋钮切换至“远程”位置。并将上位机操作界面的“自动/手动”旋钮切换至“自动”位置;
2) 流程启动:接收到流程启动允许信号后,系统主设备按逆输料流向延时顺序启动。即将上位机操作界面的自动启动按钮按下后系统按照如下顺序启动设备:根据加料车定位检测情况、料车内料位检测情况综合判断要料状态→接料皮带机启动→接料皮带分料阀开启→斗式提升机启动→提升机




 投诉建议
投诉建议
提交

和利时助力常德至长沙实现高铁全线贯通
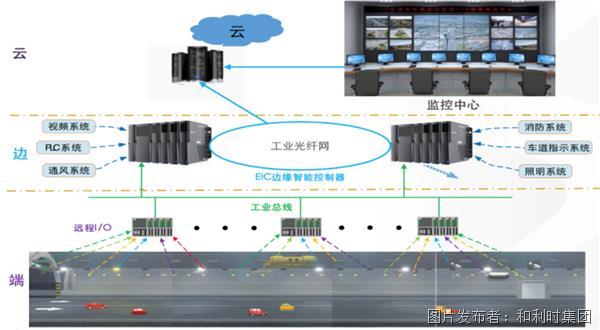
喜讯!和利时连中两标边缘智能控制器采购项目

助力智慧公路发展——和利时成功中标内蒙古气象发布服务项目

和利时荣膺2022第二届智能制造创新大赛多项大奖
和利时LKC系列可编程逻辑控制器