


LM在硫化罐中的应用

在轮胎制造行业和轮胎翻新工艺中,外胎硫化主要采用双模定型硫化机和硫化罐两种设备。由于硫化罐设备具有投资少,生产效率高,产品规格变化灵活等优点,被普遍采用。目前工程机械轮胎多采用硫化罐硫化。
硫化罐中最常见的是卧式硫化罐,是橡胶企业的主要硫化设备之一。它可以硫化大型工程轮胎、胶板、胶条、胶鞋等橡胶制品。
工艺原理
任何硫化设备,都需要形成高温高压的环境,才能完成橡胶制品的硫化过程。硫化罐利用高温高压的蒸汽,来完成硫化过程。
硫化罐硫化主要包括以下几个过程:
1.装料合模 这一过程主要是硫化罐的机械动作,主要包括装料、合模、转盖、插入安全销等动作;
2.预硫化 预硫化是硫化罐外腔进蒸汽,硫化罐升温的过程;
3.正式硫化 正式硫化是在预硫化过程结束后,当温度到达所需的温度时开始定时硫化的一个过程。在这个过程中,主要通过内外蒸汽的控制,达到硫化所需的温度和压力;
4.硫化结束 硫化结束后,仍需要一系列的机械动作配合,包括转盖、开盖、启模、取料等动作。
系统功能
采用HOLLiAS LM PLC对硫化罐进行控制,控制系统由LM3108和数字量扩展模块LM3310、LM3320、LM3223组成,其中,CPU模块LM3108进行系统的整体控制,数字量输入扩展模块用于输入行程开关、压力开关和控制按钮等控制信号,数字量输出扩展模块用于驱动电磁阀开关、控制指示灯等,触摸屏用于显示硫化罐所处状态、显示硫化步序以及硫化时间等。同时PLC通过485串口与远程计算机通讯,实现多台硫化罐的计算机群控功能。硫化罐主要的控制任务包括下面几三个方面。
自动硫化 在正常情况下,硫化罐都采用自动硫化模式。自动硫化模式下,PLC控制硫化罐的关闭和开模等机械动作,而根据采集到的压力和温度自动完成硫化的各阶段过程。
当热工管道正常、工况稳定时,选择自动硫化。硫化罐装模完毕,罐盖关闭到位,高压水压力到达一定压力时,转换开关在自动位置,按开始硫化便可进入自动硫化程序。硫化过程中最重要的是控制蒸汽的温度。利用模拟量采集模块采集压力和温度的值,通过PLC的PID计算,控制加热器来控制硫化温度,保证硫化的工艺要求。硫化结束后,硫化程序复位。
手动硫化 在自动硫化过程中,若设备出现异常情况(如管道、阀门泄漏) 或工况不稳定时,可转换到手动控制,通过控制柜上的手动按钮,控制程序时序,从而控制各二位切断阀,可独立地完成硫化的各阶段,而不再自动切换。
本地和远程监控 硫化罐控制过程中,需要设定很多工艺参数,同时也需要实时显示当前硫化的阶段、状态以及压力、温度和时间等参数。LM3108的RS232口在本地与触摸屏通讯,通过触摸屏实现参数的设置和显示。同时,PLC通过RS485口与远程计算机通讯,实现计算机群控功能,完成远程参数的设定和显示、保存及打印功能。
采用HOLLiAS LM PLC对硫化罐进行控制,完成硫化过程的自动控制,实际应用结果显示,其可靠稳定的性能以及强大的数字量模拟量扩展能力,均有利于硫化工艺的自动控制和安全操作,大大提高了硫化罐自动生产效率和产品合格率。




 投诉建议
投诉建议
提交

和利时助力常德至长沙实现高铁全线贯通
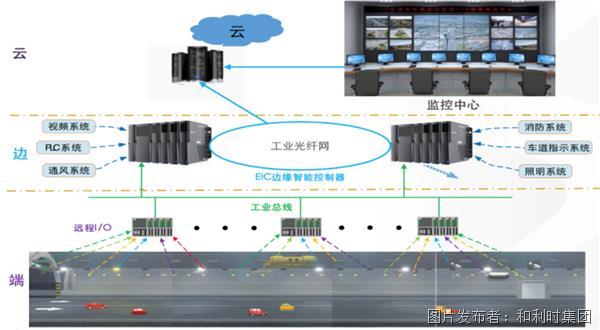
喜讯!和利时连中两标边缘智能控制器采购项目

助力智慧公路发展——和利时成功中标内蒙古气象发布服务项目

和利时荣膺2022第二届智能制造创新大赛多项大奖
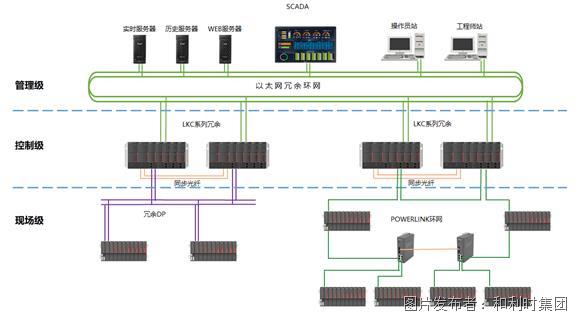
和利时LKC系列可编程逻辑控制器