


安迪异步伺服在落地镗床上的应用
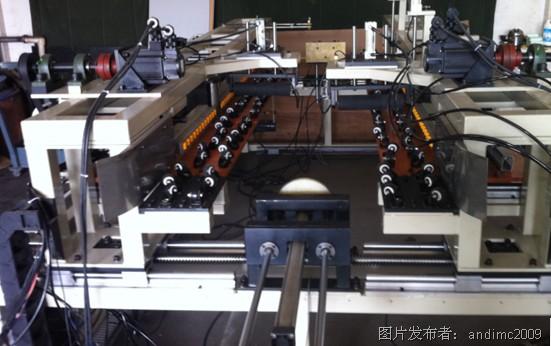
安迪公司的ADSD-AS异步伺服在落地镗床的设备改造中得以成功应用。该设备原为普通的落地镗床,原控制进给轴的电机为直流电机,为提高设备的效率和加工精度,用户希望采用伺服产品进行替换,经过与客户的沟通,我们选用我们的交流异步伺服驱动器和电机替代原来的直流电机进行控制。设备图如下:


具体的控制接线如下:

为方便用户调整,我们在系统上设置了手轮倍率,分别为x1,x10,x100,该倍率也可以通过用户参数进行设置,设置为用户需要的倍率值。同时为提高机床的安全性,设置了进给轴的正、反向限位开关。
三、伺服改造镗床分析
进给轴要求通过模拟量调速完成宽范围调速0.3-1800rpm,以满足高速进给、低速切削和低速点动对刀等加工要求。因此,在宽范围调速的前提下具有低速稳定性和低速大转矩输出能力的电气产品,才能满足此镗铣床的应用要求。ADSD-AS系列伺服控制器的特性速度控制精度±0.1%,调速范围达0Hz-450Hz。在电机额定转速以下恒转矩输出(转矩控制范围0-300%电机额定转矩,精度±5%),额定转速以上恒功率输出。具有低速大转矩输出、零转速转矩保持功能。具有良好的加、减速度控制功能,速度响应快。
程序设计通过编写伺服控制器专用的电机控制语言QMCL,实现进给电机主要功能:接收使能信号后电机上电,在有方向信号时根据输入模拟量(0~10VDC)的大小输出相应频率控制电机运转;根据机床进给轴低位电路的电压输入,控制进给轴以最低速平稳运转,以适应低速加工和对刀等要求;通过两路模拟量输出外接电流表和转速表,以显示当前电机转速和电流。
四、结束语




 投诉建议
投诉建议
提交

安迪伺服在发动机缸体攻丝专用组合机床上的应用
安迪ADSD-S交流伺服在攒板机上的应用

安迪ADSD-S交流伺服在复卷机上的应用

安迪ADSD-S 伺服驱动器在弹簧机上应用

大连安迪交流伺服系统在开平机上的应用