


台安9300系列伺服在经编机上应用
一、 引言 你知道吗?那些漂亮的鞋子、婚纱、旅行包的面料其实就是采用经编机编织出来的,还有那些你每天看到的却没有仔细注意的,比如:玻璃纤维的高速公路隔离栅材料、游艇、冲浪板的材料、飞机的外壳、风力发电的叶片、集装箱、摩托车头盔、甚至到潜艇、航空飞机很多领域都使用由经编机编织的材料,经编机的种类非常多,传统的经编机多为链条式经编机,由于其为机械主轴传动结构,没有导入电气传动,造成其以下缺点:织花速度慢,效率低;链条机构复杂,每更换一种花型,需要花费较多时间,且每一花型对应一种链块,这样更换花型时间长,成本高。无法进行小批量生产;由于机构的复杂性,致使复杂花型无法在链块机上进行生产。只能生产花型较简单的布料,越来越不能满足现在社会的需求。伺服经编机已在纺织中渐渐得到应用。现在全伺服的经编机在产量,效率,花型多样性,产品质量上都有很好的优势,因此将成为未来提花织布的主流。 二、 经编机原理 经编机是由送经、成圈机构、牵拉、卷取几个单元构成,经线通过盘头放卷为成圈机构提供稳定的送纱量,针床的成圈机构通过退圈、垫纱、带纱、闭口、套圈等一系列动作完成对材料的编织,牵引单元将织好的材料随着每个横列的完成向前牵引,而卷取单元则将完成的材料卷成整卷。 传统的经编机是通过机械的方式进行连接,即涡轮蜗杆进行传动的变化组合,而这些对于变化的需求来说就非常不灵活,而现代伺服技术提供了更灵活的系统设计。经编机的送经量控制是关键,对于在每个周期里没有变化的送经而言,采用变频器即可,这种送经单元称为EBA。而对于每个周期送经量有最大64种变化的编织图案设计而言,则送纱量要通过伺服进行可靠的输送,在主轴的每个旋转周期里,按照经编工艺的要求,送经量的变化可能最大达到64种,伺服需要据此进行速度的调整以适应经编工艺对送纱量的精确需求。另一个控制维度在于随着送经的变化盘头的周长不断减小,需要不断的加快盘头角速度,以保证送经量的稳定输出,这就是所谓的EBC单元,对于仅仅是简单的变化而言,EBA即可实现,而对于变化复杂的花样,则需要EBC了。 





 投诉建议
投诉建议
提交

直播预告!践行双碳目标 共享绿色未来—东元智慧节能方案分享

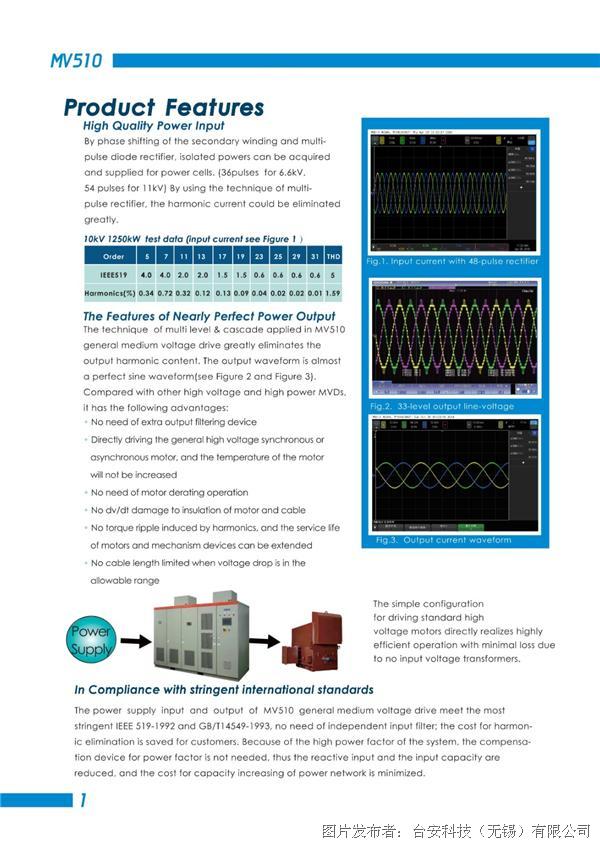
台安MV510通用高压变频器选型样本-中文191129
台安MV510 Series user manual -final(T-V02)
MV510高压变频器用户手册20181116 V3.0
台安MV510通用高压变频器选型样本-英文201231