


贝加莱 一种卷烟包装机控制系统
1 引言
随着烟草制造业重组的日益深化以及中国2009年开始将实施国际《烟草控制框架公约》等外在影响,烟草行业正面临着空前的压力和挑战。 为了适应不断变化的市场形势,烟草包装厂商也在不断地进行技术革新,很多烟草设备急需改造,希望改造后的设备控制系统速度更快、精度更高、性能更稳定。
BO型卷烟包装机是德国斯幕门公司20世纪90年代早期推出的产品,用于卷烟小盒软盒包装,包装质量稳定。但是经过十几年的运行,其电控系统不同程度地出现元器件陈旧老化,故障率逐年递增的问题。其中,控制系统采用的工业计算机的各种板卡已被淘汰;交流伺服电机及其驱动器早已过时,其控制方式也不够合理;应用程序对用户不透明,维护困难等。为此,决定对该控制系统进行改造。
虽然客户提出了非常苛刻的技术需求,然而,贝加莱的PCC以其应对复杂控制的整体化集成能力赢得了客户的信任,成功地完成了该改造项目的实施。
2生产工艺对控制系统的要求
工艺对控制系统的性能提出了较高的要求,主要包括以下:
(1每分钟包装450包,要求编码器可检测到任何角度,不允许丢失,这就要求PCC的最快任务周期应小于370us。
(2)对于所有的角度检测传感器的检测值,要求保存5圈之内的任何角度的状态数据。如20个传感器,需要保存 20*5*360=36000个数据(每度保存一个数据)。
(3)对于伺服驱动器,要求能够实现复杂的电子凸轮(CAM) 同步功能。
(4)对于改造设备,可以实现减速比为非整数的电子齿轮功能。
(5)支持热插拔功能
要求I/O模块支持”热插拔”功能,以便现场能够对模块进行在线诊断和在不影响设备正常运行的条件下对其中的某些故障电气元件实施更换。
(6)支持OPCServer功能
(i)要求主控通过OPC方式进行数据采集。通过在工控机安装OPC软件可以与所有上下位机进行通讯与数据采集;
(ii)贝加莱提供OPC Server (PVI OPC)及测试工具;
(iii)OPC是工控领域(软件之间的)标准通讯规范;
(iv)PVI OPC支持2.0(兼容1.0);PVI OPC支持包括数组在内的14种数据格式。
3 控制系统的构成
3.1 贝加莱控制产品的优势
在这个项目中,B&R硬件的灵活性、丰富性赢得了客户的认可,在这里主要介绍项目中的几个关键硬件应用。
(1)高速任务处理:B&R 2005 CPU380处理器的任务周期可以达到200us,完全满足快速包装对于角度的检测和报警的判断。
(2)大容量存储能力:64kB的变量分配内存,如需要可动态分配,64MB SDRAM数据存储和可扩展的数据及程序存储满足工艺参数存储需要。
(3)拥有一体化集成软件开发平台Automation Studio和多语言开发功能:支持梯形图、语句表、结构文本、功能块图等IEC61131标准编程语言和ANCI C、Automation Basic高级语言。
(4)灵活的伺服功能:可以实现各种伺服运动控制和电子齿轮电子凸轮控制,实现动态修改数据,动态切断跟随动作等强大灵活的功能。
(5)特殊传感器检测:有些传感器会产生200us长度,一定频率的脉冲用来表示传感器状态,X20DI2377模块可以检测该信号,最短可以检测到10us。
(6)完整的产品线:B&R为系统提供了完整的灵活配置选择。触摸屏有性能渐次提高的PP100,PP200,PP300,PP400等系列,上位显示变量可以达到50ms刷新。下位机有2003、2005和X20系列控制器。还有伺服驱动器、同步伺服电机、工控机(APC)等产品。
3.2 系统结构和硬件配置
其系统结构和硬件配置如图1所示。该系统从下至上主要由运动控制单元(伺服驱动控制)、主控制器PCC和上位触摸屏三大部分构成。PCC与其X20扩展I/O模块通过X2X总线连接,并通过Ethernet与上位触摸屏实现数据通讯;PCC还通过Ethernet POWERLINK总线与1台主轴变频器和3台伺服控制器通讯。
系统主控制器采用贝加莱2005系列PCC的CPU (CP380),其主频500 MHz ,最小循环任务时间200us,用于读取主机编码器角度,主轴编码器采用9位绝对式编码器,使用DI486.6-1模块读取,主机转速450转/分时,可以对每一度进行采样,并判断各种报警。主机所有检测角度均为具体角度,没有采用角度范围。主机可以对22个传感器5个周期的每一度的状态进行保存,便于用户修改检测角度。
上位面板使用15寸PP320触摸屏。铝合金外框,正面IP65防护,主频500 MHz。主机本身带有7个本地模块,通过X2X接口扩展了14个远程X20模块(如图1所示)。主机除控制一台主轴变频器以外,还控制三台伺服驱动器——两台用于控制铝纸盘,另一台控制出口皮带。

图1 系统结构和硬件配置图
3.3 控制系统工作原理概述
主轴电动机由变频器驱动,连接一个外接编码器,出口皮带跟随这个外接编码器运行。为了减小可能产生的测量误差,采用了格雷余码式编码器,使用了9根导线。这样我们检测到的角度只有0-359度,方便后续信号的角度检测及判断。
格雷码的特点是每两个码之间只有一个位的改变,格雷余码是格雷码的子集,采用了格雷余码后可在76-435之间循环,对应角度在0-359度之间。 如76的格雷码是001 101 010,而435的格雷码为101 101 010,两者切换时只变化一位,符合格雷码的特点,而0与360的格雷码相差不止一位,切换时就可能出错。凡是分辨率不是2的n次方的,都需要采用格雷余码形式,因此它具有传输和抗干扰方面的优势。
两台送铝纸的伺服控制采用速度闭环控制,由PCC主机通过Ethernet POWERLINK发出基本给定速度,通过微小的给定速度差值来控制两台伺服的速度,以保持铝纸的一定张力。当烟包不需要铝纸的时候,要对伺服减速以防止送料过多张力变化。该设备装设有一个摆杆,可以左右摆动以稳定张力。通过模拟量输入读入摆杆的位置,采用PID闭环来控制送铝纸伺服的速度。
当设备运行的时候,所有的传感器在要求检测的角度进行检测,如果不符合条件表示烟包不合格,需要记录其状态,通知后续给料也要相互对应,不合格的烟包不能继续给料。同时,为了方便操作人员设定检测角度,需要对传感器的5圈以内的所有角度检测值进行保存,以方便查看。有时高速与低速的检测角度也不一样,需要仔细观察才能找到比较合适的检测角度,如果不能记录下来,那么就需要调试人员有较多的经验。
该设备还有几路温度控制,测温元件使用了三线接法的热电阻,消除了导线电阻带来的误差。贝加莱有多种专门控制温度的PID,可以方便地实现控制并自动优化温控参数。
3.4 运动控制单元的功能
该包烟机的运动控制包括铝纸盘(采用2台伺服驱动器)和出口皮带的控制。图2示出了铝纸盘伺服控制系统的简化原理方框图,图3则为出口皮带伺服控制示意图。

图2 铝纸盘伺服控制系统简化原理方框图

图3 出口皮带伺服控制示意图
(1)出口皮带是电子凸轮运动,当有烟包出来的时候跟随推杆一起向前运动,当没有烟包出来的时候不动作,同时有一手动按钮可以控制出口皮带一直运动。出口皮带起始运动角度,结束运动角度,每次步长均可以动态修改。(设备运行中修改并生效)
(2)铝纸盘的伺服速度由主机发送,主机检测设备运行速度和铝纸盘摆杆位置,计算出应该运行速度,发送给伺服。
4 关键技术要素
在其他烟草设备改造中碰到的主要问题是伺服同步,要求没有烟的时候不运动,打破同步关系后自动复位。例如德国某烟草包装DT设备,送铝纸伺服控制要点如下:
(1) 减速器减速比43*53/11/33 = 6.278 无法除尽,为了保证主轴每转一圈伺服跟随距离没有累计误差,所以需要按照减速比设定伺服编码器参数。对于贝加莱的伺服,我们有专门的参数可以设定伺服单位,这样伺服会自动计算,保证每有累计误差。
(2)送铝纸时是电子齿轮工作方式,当下一包无烟的时候,需要减速进入电子凸轮,然




 投诉建议
投诉建议
提交
ACOPOS 6D-装配生产新模式
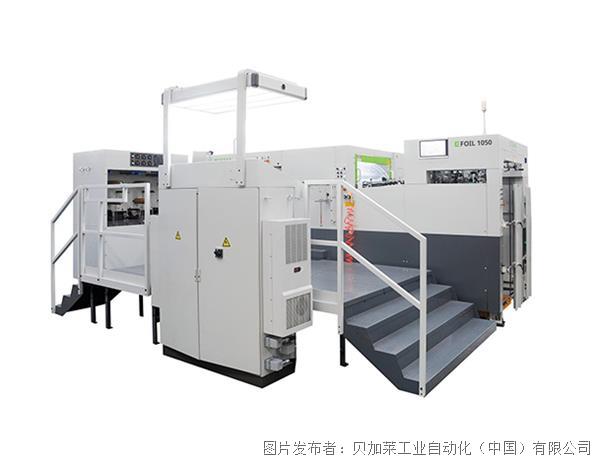
高品质烫金烫出金字招牌

机器制造商:软件视角的系统选择策略
一个软件,多种机型-称重软件整体规划提升出机效率
世界级的采煤装备-来自贝加莱的支持