


贝加莱 控制系统在热熔胶贴标机上的应用
摘 要:热熔贴标机的主要工艺流程包括送标和送瓶,要求转速快,定位精度高。本文介绍了采用B&R高性能的PCC和伺服驱动器构成控制系统,并利用其电子凸轮技术实现既定的控制效果,因而大大减少了机械设计和制造成本以及运行磨损量,提高了控制精度和使用寿命。
关键词:贴标机;可编程计算机控制器;ACOPOS伺服驱动器;电子凸轮
1.引言
随着食品饮料行业的快速发展,极大地推动了贴标机市场的发展,贴标机的市场前景变的越来越广阔。在中国的贴标机市场中高品质的设备主要是国外进口的,产品的成本与维护费用都非常高,而国产设备无论是运转速度还是定位精度都与国外设备有一定的差距,针对这种情况,利用贝加莱(B&R)公司产品研发出一种高转速(36000瓶/小时)、高定位精度(±0.2mm)的热熔机贴标机,使设备达到国外同类设备的性能指标。
贝加莱(B&R)公司的PCC控制系统与ACOPOS伺服驱动系统可靠性高、功能强大,自带电子凸轮(CAM)功能,非常适合热熔机贴标机这种高速度、高精度要求的设备。
2.工艺简介

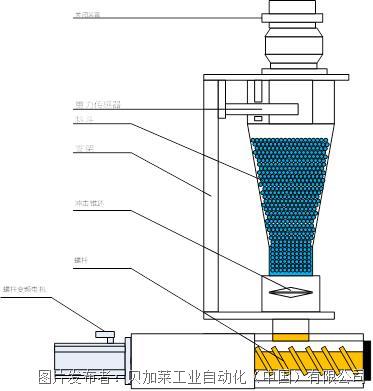
1.标纸托盘 2.张力调节 3.标纸纠偏 4.色标检测 5.送标轴
6.切标,定刀轴 7.上胶轴 8.真空抓标,动刀轴 9.主机转台
图1 贴标机的基本组成
热熔贴标机工艺流程主要包括送标、送瓶。送瓶过程简单,主要是把输送过来的瓶体由进口星轮引导到主机转台,主机转台旋转到上胶辊位置完成贴标动作,标签贴好后,瓶体由出口星轮移出主机转台进入到输送带。送标过程要复杂一些,未切断的整盘标纸在送标伺服电机牵引下,从标纸托盘引出,首先经过张力调节环节的调整,保证了输送过程中的稳定张力,然后进入纠偏校正调节环节,使得标纸稳定在原来的位置,调整后的标纸经过色标传感器进入送标胶辊,在胶辊的输送下标纸经过转动刀鼓被真空吸附,输送到定刀位置,在定刀与动刀碰撞的位置,标纸被切断,切断的标纸继续被真空吸附在转动刀鼓上,随后传送到上胶辊位置,标纸被上胶辊抓标,上胶,转到主机转台位置完成贴标动作。结合送标和送瓶流程,便完成了一次完整的贴标动作。
3.系统硬件配置
3.1 可编程计算机控制器(PCC)的概念
20世纪90年代中期,随着计算机技术、网路通信技术、自动控制技术的飞速发展,可编程控制器技术已不再是传统意义上的可编程控制器,其网路通信能力、智能控制能力、数学处理能力等得到飞跃式提升。1994年贝加莱公司提出了可编程计算机控制器概念,简称PCC。
PCC(Programmable Computer Controller) 是一种可编程计算机控制器,本质上也是一种PLC,只不过与传统的PLC相比较,它有着更强大的功能:PCC在一个CPU上集成了分时多任务操作系统,成功构筑了实时的多应用程序的运行平台;多种编程语言包括顺序功能图、梯形图、指令表、结构文本及高级语言(Automation Basic,ANSI C)可供选择;它直接应用于工业环境,具有更强的抗干扰能力、更高的可靠性、广泛的适应能力和应用范围;大容量的存储能力、标准通信接口,基于过程总线的系统互联、高级语言开发和运行环境,自诊断能力,都使得PCC在包装以及其它行业(纺织、印刷、机械、电力等)的应用具备了出色的友好平台。
3.2 B&R伺服驱动器(ACOPOS)概述
贝加莱伺服驱动器(ACOPOS)是全数字智能型伺服驱动器,是紧凑的模块式结构,支持工业以太网POWERLINK通信,能够与PLC一起组成完整的运动控制系统,满足复杂的、高动态特色的运动控制要求,实现诸如点到点运动控制、速度控制、扭矩控制、电子齿轮、电子凸轮、横切、飞锯、色标控制、套色纠偏控制等任务。如图2所示。

图2 ACOPOS伺服驱动器
贝加莱ACOPOS伺服驱动器不同于普通的伺服驱动器的功率放大功能,它是一个内部集成了很多功能块可供调用的智能型伺服驱动器,例如,电子凸轮、电子齿轮、虚拟主轴等均包含在驱动器内,并且ACOPOS本身也具有很强的计算功能,可以根据运动参数自行完成复杂的曲线计算。
3.3 系统硬件组成

图3 控制系统的硬件组成
如图3所示,该控制系统的硬件包括了集显示与控制一体的PowerPanel屏、X20系列的I/O模块,智能型的ACOPOS伺服驱动器和同步电机。显示屏内嵌分时多任务操作系统,完成逻辑控制、参数赋值等功能;ACOPOS伺服驱动器采集主轴编码器信号与色标信号,利用电子凸轮(CAM)功能完成送标动作,同时利用LATCH功能计算色标偏差,进行送标轴运动补偿。
4.应用软件设计
4.1 分时多任务操作系统介绍
常规PLC大多依赖于单任务的时钟扫描或监控程序来处理程序本身的逻辑运算指令,整个应用程序采用一个循环周期,在一个较复杂的控制系统中,有的数据变量的实时性要求很高,但也有很多大惯量的模拟量对实时性要求不高,采用同样的刷新速度实质上是对资源的浪费。贝加莱的PCC引入了大型计算机的分时多任务操作系统理念,采用分时多任务的运行机制,使得应用任务的循环周期与程序长短并不是紧密相关,设计人员可根据工艺需求自由设定应用程序的优先执行顺序,控制周期按照用户的实际要求设定,满足实时控制的要求。
对于贴标机这种对实时性要求比较高的控制系统,非常适合应用贝加莱的分时多任务操作系统,它可以根据不同任务对实时性能的不同要求,指定不同的优先等级,并可灵活设定每个任务的循环时间,使得这些任务模块既相互独立运行,数据又相互关联,从而实现确定的分时多任务控制,使得整个项目结构化、模块化,更加合理。如图4所示。

图4 分时多任务程序
4.2 电子凸轮(CAM)功能
电子凸轮是伺服运动控制在多轴同步控制中的一种方式,它可以实现主从轴之间复杂不规则的凸轮曲线关系。电子凸轮可以说是利用程序的方式完成机械凸轮控制所需要的轨迹,实现主轴和从轴的啮合运动。由于使用电子凸轮代替了机械凸轮,使得机械设计及加工工艺大大简化,并避免了使用过程中的机械磨损的问题。因此电子凸轮的功能在很多工控行业中有广泛的应用。
贝加莱ACOPOS伺服驱动器是智能型伺服驱动器,如电子凸轮功能已经包含在驱动器内,它可以根据运动参数,如贴标机色标长度、主轴长度、运行速度等自行计算出加减速曲线和同步区间等关键运行曲线。我们充分利用这些功能,通过设定色标长度与切刀角度的对应关系,构筑电子凸轮(CAM)关系,完成送标轴的跟随功能。
4.3 送标伺服的控制
在送标控制系统中,我们把切刀轴设定为主轴,送标伺服轴作为从轴,主轴与从轴通过ACOPOS伺服驱动器自带的电子凸轮(CAM)功能建立跟随关系,主轴旋转一周,从轴送一个标签长度(单刀)或两个标签长度(双刀),在送标运行过程中同时通过色标传感器检测色标位置,利用ACOPOS伺服驱动器自带的LATCH功能,锁存主轴位置,与计算出的理论位置进行比较得出偏差值,并把偏差值补偿到送标轴上,从而达到切标位置的准确控制。控制流程如图5所示,计算偏差与补偿值监视如图6所示。

图5 控制流程

图6 偏差值/补偿值监控
5.结语
贝加莱硬件采用模块化设计,使得设计、安装非常容易,软件上的分时多任务操作模式使得项目程序模块化,结构简明,调试周期缩短,ACOPOS伺服驱动器的高性能保证了送标、切标的高速度、高精度,达到了设定的性能指标<




 投诉建议
投诉建议
提交
ACOPOS 6D-装配生产新模式
高品质烫金烫出金字招牌

机器制造商:软件视角的系统选择策略
一个软件,多种机型-称重软件整体规划提升出机效率
世界级的采煤装备-来自贝加莱的支持