


贝加莱 PCC在二纺机EJQ298型高速卷绕头控制系统中的应用
EJQ298型高速卷绕头采用PCC作为整个系统的核心控制器,系统集运算和控制于一体,具有自动切换、自动落筒功能,最高卷绕速度达6000m/min;采用基于模型的控制方式,使用超前预测控制手段,并配合特有的PID控制技术,确保卷绕过程更稳定,更精密,同时高性能的ACOPOS插入模块使速度的测量在整个卷绕过程中都具有高精度;完善的各种工艺防叠控制方式,包括摆频干扰卷绕(WOBBLING)、等升角卷绕(RFR)、分步精密卷绕(SPW)及紧密精密卷绕(CPW);系统根据用户的输入自动计算各叠丝点(WOBBLING除外),可方便满足不同客户的要求,同时用户还可在不同的卷绕阶段设置不同的防叠方式;对于卷绕过程中出现的“蛛网”或“凸肩”现象,客户可通过专业的手持终端或集中监控计算机进行各种参数(如卷绕角或防叠方式)的重新设置和信息的查询。
a.控制方案
主控制系统由PCC 2005系统组成,以完成系统中数据的运算及电气动作要求。系统采用CP260作为核心控制器,同时配合高速数字输入/输出模块单元。另外,在转速测量上,系统采用高速AC130模块作为高速计数器使用(速度高达100KHz)。总线结构上,系统采用高速Ethernet POWERLINK实时总线协议。通过手持终端或集中监控计算机输入各工艺参数,包括卷绕速度、卷绕角、卷绕时间、筒管直径、最大卷装直径、防叠方式等。
系统的配置方案如图2所示。

图2 EJQ298高速卷绕头配置方案图
b.方案说明
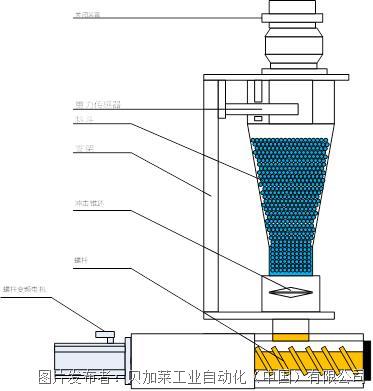
高速卷绕头的控制核心在于锭轴传动速度的控制。为此,根据卷取机构锭轴传动控制模型,在整个卷绕过程中需测量压紧辊及锭轴的速度,然后根据压紧辊及锭轴的速度,运用超前预测控制手段及PID控制技术,计算出锭轴传动的频率,从而驱动锭轴以要求的速度运转。卷绕头控制系统示意图见图3。

图3 卷绕头控制系统示意图
从图3可知,为保证测量的实时性、可靠性,需要转速的测量具有高速及准确性,而系统所用的Ethernet POWERLINK总线满足了系统的要求。Ethernet POWERLINK是在快速以太网基础上创建一个高速、实时、确定性的网络,它利用高速循环数据交换,使系统的抖动降到最小,同时也能够在不影响循环通信情况下处理非循环数据。而且,I/O与驱动数据也能够在互相之间以及与PCC系统间实现同步传输。Ethernet POWERLINK所支持最快网络循环时间是约400μs,因此PCC能够与ACOPOS驱动控制周期保持同步。所以,采用Ethernet POWERLINK后,压紧辊及锭轴的速度测量可保证其实时性及其与PCC的同步性,再辅以超前预测控制手段和PID控制技术,确保了在整个卷绕过程中的精确性和可靠性。同时,系统具有4种防叠方式可供用户选用,参数输入后,系统可自动计算各叠丝点,从而在卷绕过程中随着卷装直径的增加可避开那些叠丝点,这样更有利于卷装的成型。
高速卷绕机作为长丝纺丝工艺的最后一道工序,以越来越受到国内企业的重视。从理论到实践说明,新一代贝加莱可编程计算机控制器(PCC)完全适合在高速卷绕机上应用,整个系统的电气性能及卷绕的成型得到了极大的提高。同时,利用贝加莱强大的网络技术的支持,还可形成一个规模更大的基于CIMS理念的化纤长丝生产线集散控制系统(DCS)。
贝加莱(B&R)工业自动化是一家专业致力于创新自动化前沿技术的全球性领导厂商,总部位于奥地利,目前已在全球60个国家设立了分支机构,拥有155个办事处。“完美自动化”与“您的全球自动化合作伙伴”是贝加莱工业自动化的使命与追求。
1996年8月,贝加莱工业自动化(上海)有限公司正式落户中国上海,本地化的销售与精湛的技术队伍为中国客户带来更迅捷的服务响应。十几年来,贝加莱(中国)一直专注于为国内用户提供高品质的自动化全线产品和优秀的技术解决方案。如今,贝加莱的产品和方案已广泛应用于机械自动化领域,如包装、印刷、塑料、纺织、食品饮料、机床、半导体、制药等行业;以及过程自动化领域,如电力、冶金、市政、交通、石油、化工和水泥等行业。目前,贝加莱(中国)已成立了北京、广州、济南、西安、成都和沈阳办事处,上海和西安建立了完备的技术培训中心,以及分布在全国的大学联合实验室。




 投诉建议
投诉建议
提交
ACOPOS 6D-装配生产新模式
高品质烫金烫出金字招牌

机器制造商:软件视角的系统选择策略
一个软件,多种机型-称重软件整体规划提升出机效率
世界级的采煤装备-来自贝加莱的支持