


贝加莱 PCC 在自动校直切断机控制系统中的应用
引言
随着国家大力发展基建,螺纹钢得到了广泛应用。一般螺纹钢都是成卷加工、存放的,在使用时首先要校直,然后根据不同的工艺要求,切断成长度不同的各种规格。现有自动校直切断机送料速度只有30m/min ,生产效率不高,尤其当切断螺纹钢长度较长时,送料速度太低限制了劳动生产率提高;由于跟切采用了被动跟切的方法,最小的切断长度只能达到2m 。为此,无锡某企业委托上海交通大学机电控制研究所研制新型自动校直切段机、要求提高送料速度,在60m min 时,最短创断长度为0.8m ;在120m/min 时,最短切断长度为2m ,切断长度误差为±5mm 。
1 系统的组成及工作过程
1.1 系统的组成
整个系统的组成框图如图1 所示,可编程控制器采用了PCC2003 。PCC 是一种较PLC 更高层次的、专为中小型控制项目设计的计算机控制器,集成了标准的PLC和工业控制计算机的特点,具有多任务分时操作系统,数据运算和处理能力比PLC 更强大。它不仅可用常规PLC 的梯形图(LAD)和指令表( STL)来编程,而且提供了基于文本的面向过程的结构化高级语言(PL2000)。PCC 的最大特点是分时多任务操作,在工程应用中,可分别编制出控制程序模块,这些模块相互独立运行,但数据保持一定的相互关联。这些模块在经过独立编译和调试后,可一同下载至PCC 和CPU 中,在多任务操作系统的调度管理下,并行运行(周期可由用户设定),共同实现项目的控制要求。PCC 几乎所有硬件都采用模块结构,可灵活自由地通过任意组合插拔来扩展系统。在本系统中,CPU 的型号是CP774 ,并扩展了16 点输入的D1439 、8 点继电器输出的DO720 、8 点晶体管输出的D0435 、计数模块DI/ 13.5 和显示屏幕PROVIT200O 。

图1 系统组成框图

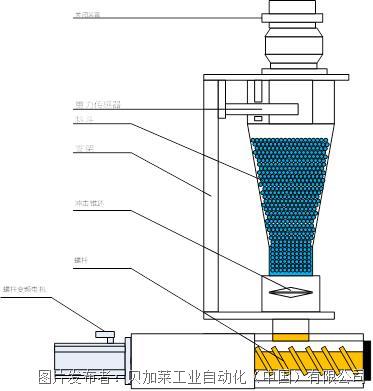
1 - 电机;2 - 双联泵;3 、4 、9 - 溢流阀;
5 - 单向阀;6 、7 - 三位四通电液换向阀
8 - 泵;10 - 调速阀;11 - 二位四通电磁阀
图2 自动校直切断机的液压来统原理图
自动校直切断机的液压系统原理图如图2 所示。
1.2 系统的工程过程
本系统有手动和自动两种工作工况。在手动工况下,可以实现主电机点动、切点动、翻点动和系统急停。在主电机点动时,可把螺纹钢送入主机的送料机构;切点动可把多余的螺纹钢切掉;翻点动可把已切断的螺纹钢从料台上翻转下来。设置手动工况确保在设备维修和出现故障时也便于操作。
在自动工况下,利用光电转换器来计量主机所送螺纹钢的长度,一旦达到设定值,PCC 立即给跟切缸发出跟切的信号,D3 通电,跟切缸带动切刀运动,延时一定时间后,给切断缸发出切断信号,如切刀在Dl 一边,Dl 就通电;反之则D2 通电,同时给翻转缸发出翻转信号,即D5 通电。由于采用了双刀切断,切断缸到位后便是下一循环的初始位置,而跟切缸、翻转缸到位后立即复位,即D3 断电,D4 通电,跟切缸退回,D5 断电,翻转缸复位,为下一循环作好准备。
2 PCC 控制软件系统的设计
2.1 PCC 编程软件的特点
PCC 采用通用的PC 机作为在线编程开发工具,编程软件为一个多窗口界面的集成开发环境,程序结构设计为一种称为GDM (Graphic Design Method) 图形设计方法下的模块式设计,它通过将整个项目(应用程序)划分为项目、处理器和任务等不同层面,各个层面上均采用GDM 图形方法来设计各模块间的结构关系,GDM 为编程者在对项目总体的把握上,提供了一个分析和管理的强有力的工具。
PCC2003 有低速级(TC# TC #4)和高速级(HS # l)两个任务级别,如图3 所示。箭头越往上,任务级别越高,其扫描周期也越短,高级别的任务可中断低级别的任务。PCC 的系统调度管理软件根据扫描周期把时间分成片,按照任务级别的高低自动先后循环往复扫描程序。

图3 任务级别
2.2 系统控制软件
根据PCC 多任务的特点,在实际系统设计时要注意:1)把实时性要求高的任务放在高级别中,即执行循环次数多;2)单个任务程序的执行时间要小于该任务级别的扫描周期,否则会出错。本系统中,系统控制软件由7 个控制模块组成:(1)操作界面;(2)系统初始化;(3)液压启动;(4)手动工况;(5)自动工况;(6) 自动停止;(7)停止。除操作界面和系统初始化外,其他任务的任务级别的选择见表1 。整个控制程序采用PL2000 高级语言来编制。由多个并行任务模块协同完成,任务模块的系统流程如图4 所示。

图4 系统流程图
表1 任务级别的选择

2.3 系统控制软件设计时应注意的问题
1)本系统的动作采用时间顺序控制的方法,因此编程时要特别注意延时信号的逻辑关系。系统所提供的延时器的最小延时单位为10ms ,在系统调试时,希望延时时间的最小单位可以为1ms ,考虑到PCC 的高速级任务的扫描周期为1ms ,故在编程时,没有利用系统的延时器,而是利用系统的扫描周期进行延时。
2)由于计数模块DI135 的计数位数只有16 位,而在实际应用中,有时计数的范围远远超过16 位,因此必须考虑扩大计数器的量程。
3)互锁保护:为了防止发生误动作,本系统设计了许多互锁回路。如:手动工况与自动工况互锁,高速与低速互锁,因为共享了软启动器,主电机与液压系统电机不能同时启动互锁等。
3 结语
该设备经安装调试,现已正常运行,运行效果良好,精度较高,重复性较好,达到±4mm ,该系统可通过操作界面方便地调整系统参数,实时显示生产数据,使用方便。
贝加莱(B&R)工业自动化是一家专业致力于创新自动化前沿技术的全球性领导厂商,总部位于奥地利,目前已在全球60个国家设立了分支机构,拥有155个办事处。“完美自动化”与“您的全球自动化合作伙伴”是贝加莱工业自动化的使命与追求。
1996年8月,贝加莱工业自动化(上海)有限公司正式落户中国上海,本地化的销售与精湛的技术队伍为中国客户带来更迅捷的服务响应。十几年来,贝加莱(中国)一直专注于为国内用户提供高品质的自动化全线产品和优秀的技术解决方案。如今,贝加莱的产品和方案已广泛应用于机械自动化领域,如包装、印刷、塑料、纺织、食品饮料、机床、半导体、制药等行业;以及过程自动化领域,如电力、冶金、市政、交通、石油、化工和水泥等行业。目前,贝加莱(中国)已成立了北京、广州、济南、西安、成都和沈阳办事处,上海和西安建立了完备的技术培训中心,以及分布在全国的大学联合实验室。




 投诉建议
投诉建议
提交
ACOPOS 6D-装配生产新模式
高品质烫金烫出金字招牌

机器制造商:软件视角的系统选择策略
一个软件,多种机型-称重软件整体规划提升出机效率
世界级的采煤装备-来自贝加莱的支持