


英威腾Goodrive12变频器在旋切机上的应用
一、引言
目前多层板生产厂家在单板生产过程中, 采用传统的有卡定心圆木旋切机进行加工,这种加工方法精度高,质量好。但是, 由于卡心的存在, 旋切圆木直径在200mm 左右时,就无法在有卡旋切机上加工;而且圆木直径较小时, 圆木刚度降低, 旋切单板质量较差, 这时如果将剩余的木芯抛弃或加工成木工芯板,均会造成原材料的极大浪费,从而增加单板的生产成本。 于是厂家普遍采用无卡圆木旋切机对剩余木芯进行再次旋切, 使原材料得到了充分利用。随着经济的快速发展,机床工业也有了飞跃的发展:体现在新技术的广泛应用和企业效益的明显改善。本文将着重论述变频器在无卡旋切机上的应用。
二、旋切机的特点
Goodrive12旋切机专用变频器是在英威腾Goodrive300变频器产品平台上开发的一款专用产品。变频器将旋切机原控制系统中的控制器/PLC功能集成到变频器内,可将控制器/PLC省掉,并且具有旋切和分断一体控制。用于木材的旋切加工,具有旋切厚度均匀、精确,木材分断时可精确控制最后一张木材长度,完全符合客户需求,可以使客户无缝切换。在与同类竞争产品相比,具有以下产品功能优势:
●独特厚度补偿,效果更佳;
●定时停机,还来更加灵活的商务操作;
●旋切、定长分断一体控制。
●客户对价格敏感,可通过简易设计、经济定位,在OEM客户中具有价格竞争力。

三、旋切机的控制要求
本文仅以国内某厂家生产的旋切机使用现场的要求为例进行说明,具体控制要求如下:
●优异速度控制精度,低频转矩特性,良好弱磁控制;
●刹车性能优异,必须满足急停急启,且正反转切换必须迅速;
●调试简单,支持参数静态自学习;
●良好的过载能力及环境适应能力,运行可靠性高;
●EMC性能优异,避免变频对外造成干扰;
●旋切厚度误差在±0.01mm,旋切长度误差在±20mm
输入的参数见表1:
|
参数名称
|
设置范围
|
出厂值
|
单位
|
备注
|
|
木心设定
|
0~1000
|
30
|
mm
|
客户设定
|
|
张口设定
|
0.1~6000
|
300
|
mm
|
|
|
旋切长度1
|
0~5000.0
|
800
|
mm
|
|
|
旋切长度2
|
0~5000.0
|
1000
|
mm
|
|
|
切削厚度1
|
0~10.00
|
1.5
|
mm
|
|
|
切削厚度2
|
0~10.00
|
1
|
mm
|
|
|
驱动辊直径
|
10.0~1000.0
|
XXX
|
mm
|
机械参数
|
|
压辊中心距
|
0.1~1000.0
|
XXX
|
mm
|
|
|
驱动辊速度
|
10~600.00
|
XXX
|
rpm
|
|
|
进刀螺距
|
0.10~100.00
|
8
|
mm
|
|
|
机械传动比
|
0.10~100.00
|
20
|
|
|
|
编码器脉冲数设定
|
0~1000
|
50
|
|
|
|
厚度补偿
|
-50.0~50
|
0
|
mm
|
调试参数
|
|
当前位移点
|
0.1~6553.5
|
100.0
|
mm
|
|
|
圆点、木头自学习
|
0~3
|
0
|
|
|
|
尾刀补偿
|
-1000~1000
|
0
|
mm
|
四、系统原理及控制实现
4.1 旋切机关键部件示意图

4.2 控制实现
按启动开关,变频器开始工作,压辊电机先启动(由变频器输出继电器控制压辊电机接触器)
压辊电机启动后,经过丝杆电机启动延时时间,丝杆电机启动,如按下快进开关则按快进速度进刀,否则按圆木实际直径计算速度进刀(通过丝杆电机编码器的输入得到刀台位移量,计算出圆木实际直径,再根据数学模型得到丝杆电机的进给速度),当旋切刀碰到前行程开关(圆点复位开关)时,压辊电机立即停止,同时丝杆电机按设定的快退速度退刀至退刀截止位置(张口设定位置)或退刀转换进刀位移,再进刀,依次循环。退刀过程中,当压辊电机停止时间大于压辊电机再启动时间时,压辊电机再启动,如下图3所示。

丝杆电机在进刀时,如果按下快退开关,则立即快速退刀,在退刀或按圆木直径计算进刀时,如果按下快进开关,则立即快速进刀。
前行程点同时为原点复位点。在进刀旋切过程中,当碰到前行程开关时,自动退刀,并进行原点复位,防止干扰导致位移量偏差的产生。
在开始旋切圆木后,变频器输出信号控制分切机变频器进行切割,同时开始计算旋切木块的长度,当长度达到设定的切割长度时,再次输出信号控制分切机变频器进行切割,然后再次开始计算长度,依次循环。
在旋切的过程中可通过厚度加减按钮来控制木片的厚度;在控制切割电机变频器时,可通过长度切换开关,在设定的长度1和长度2间进行切换。
任何时候按停止开关,变频器立即停止输出。
整个变频驱动系统的电气接线如图4所示。

五、系统接线及调试步骤
5.1 系统接线
变频器S1接受启动信号、S2接收停机信号、S3接刀台快进信号、S4接刀台快退信号、S5接厚度切换信号、S6接长度切换信号、S7接圆点复位行程开关、S8接厚度加0.01mm信号、HDI接厚度减0.01mm信号、R01继电器输出接驱动辊控制信号、Y1接控制切刀变频启动信号。
5.2 系统调试步骤
调试主要包括参数自学习、圆点、木头自学习和调试两个阶段。
首先将电机参数输入变频器,输入后将P00.01改为0,通过P00.15改为2(静态自学习),学习完毕后对参数表2上所述的参数一一输入变频器内。调试步骤如下。
将变频器安装在控制柜中,接电源线和电机线,编码器的连接(编码器测量切刀位置时使用)
接好所有的控制线,接线方式见图2旋切机接线图示。快进、快退时判断转向是否正确。不正确调整电机相序。观察文本屏显示位移量判断编码器方向是否正确。不正确调整编码器的A、 B接线。
根据客户提供的机械参数按(参数表一)从文本上输入参数;
原点位置确定:将圆点复位行程开关(也是前限位)安装在距机座60mm左右,圆点复位开关选用常闭点时,P5.10值需要修改为40.
将两个驱动辊之间的距离(张口)调整到100mm左右。用直尺量压辊和驱动辊之间的距离(图二切刀位置),将测量数据输入到“当前位移点(圆点自学习用)”然后“圆点木头自学习”数改为“1”,启动电机开始圆点自学习,学习完毕后,再用尺寸测量压辊和驱动辊之间的距离(切刀位置)是否和文本屏上显示的“当前位移”一致(误差在0.5mm以内),如果有偏差在“位移补偿量”内输入偏差值,圆点自学习完成。
先空载试机,观察大变频器频率是否是匀加速上升,且是否达到变频器的最大值,如果达到最大值调整变频器P00.03、P00.04参数,适当增加频率上限。
找一根木头开始旋切,测量旋切出来的木板厚度,是否和设定值一致(误差在±0.1mm)如果误差大就修改“厚度补偿”数(少多少补多少,多多少减多少)。旋切出来的每张木头长度是否和设定值一直,如果误差大就调整“剪切系数”百分比。
找两根有代表性的木头(一根直径大的木头和一根直径小的木头)去皮后进行自学习,将 “圆点木头自学习”数分别改为“2”:、“3‘,启动电机开始大、小木头自学习,将木头选切完毕后,自学习完成。
找一根木头(木头的直径在两个代表性木头之间)开始旋切,观察最后一张的尺寸是否达到设定值,如果实际值大于设定值,就在“尾刀补偿”加多少,小于设定值,就在“尾刀补偿”减多少。
例如:设定值为600mm,最后一张实际尺寸为720mm,就在“尾刀补偿”加120mm。
5.3 变频器参数设置
变频器部分关键参数见表2。
表2 变频器参数表
|
功能玛
|
功能说明
|
参数值
|
功能玛
|
功能说明
|
参数值
|
|
P0.00
|
速度控制模式
|
2
|
P5.02
|
S2端子
|
43
|
|
P0.01
|
运行通道选择
|
1
|
P5.03
|
S3端子
|
44
|
|
P0.03
|
最大输出频率
|
100HZ
|
P5.04
|
S4端子
|
45
|
|
P0.04
|
运行上限频率
|
50~80HZ
|
P5.05
|
S5端子
|
47
|
|
P0.11
|
加速时间
|
0.3S
|
P5.06
|
S6端子
|
48
|
|
P0.12
|
减速时间
|
0.3S
|
P5.07
|
S7端子
|
46
|
|
P2.00
|
电机类型选择
|
0
|
P5.08
|
S8端子
|
49
|
|
P2.01
|
电机额定功率
|
4KW
|
P5.09
|
HDI端子
|
50
|
|
P2.02
|
电机额定频率
|
50
|
P6.01
|
Y输出选择
|
28
|
|
P2.03
|
电机额定转速
|
1440
|
P6.03
|
RO1输出选择
|
27
|
|
P2.04
|
电机额定电压
|
380
|
P8.37
|
能耗制动使能
|
1
|
|
P2.05
|
电机额定电流
|
500
|
P18组
|
参数
|
通过文本屏进行修改
|
|
P2.06
|
电机定子电阻
|
自学习
|
|||
|
P2.07
|
电机转子电阻
|
自学习
|
|||
|
P2.08
|
电机漏感
|
自学习
|
|
|
|
|
P2.09
|
电机互感
|
自学习
|
|
|
|
|
P2.10
|
电机空载电流
|
自学习
|
|
|
|
|
P5.01
|
S1端子
|
42
|
|
|
|
本系统变频器具有短路、过载、过压、缺相、失速等多种保护和故障输出功能,能有效保证系统安全高效的运行。
六、结束语
随着控制技术的发展,英威腾Goodrive12高性能矢量变频器在中型木材旋切机上成功应用,提供更高性价比变频器,解决很多国产品牌不能有效解决的技术问题,很大的提高了木材的利用率。
参考文献
[1] 《Goodrive 300变频器产品说明书》深圳市英威腾股份有限公司
关于英威腾:
英威腾,成立于2002年,致力于成为全球领先、受人尊敬的电气传动、工业控制、新能源领域产品与服务供应商,2010年在深交所A股上市。英威腾是国家火炬计划重点高新技术企业,总部员工1100多人,国内、外办事处30余个,控股子公司9家,业务涉及电气传动、工业自动化、新能源、轨道交通牵引、矿用防爆、能源管理、楼宇智能等领域。在基础业务变频器领域,英威腾占据国内领先地位,拥有覆盖高、中、低压通用及各行业专用丰富的产品系列,产品在市政、塑胶、油田、化工、冶金、纺织、机床、矿山等行业广泛应用,产品销售遍布全球60多个国家和地区。
更多详情,请访问公司官网www.invt.com
----------------------------------------------------------------------------------------------------------------------
新闻联系:
英威腾市场部 付先生
Tel:0755-86312964 Email:marketing@invt.com.cn




 投诉建议
投诉建议
提交

“守合同、重信用”英威腾诚信营商环境持续向好

英威腾长沙研究所开业运营了!

英威腾再次荣获中国专利优秀奖
英威腾盛装亮相2021中国(上海)国际数据中心产业盛会
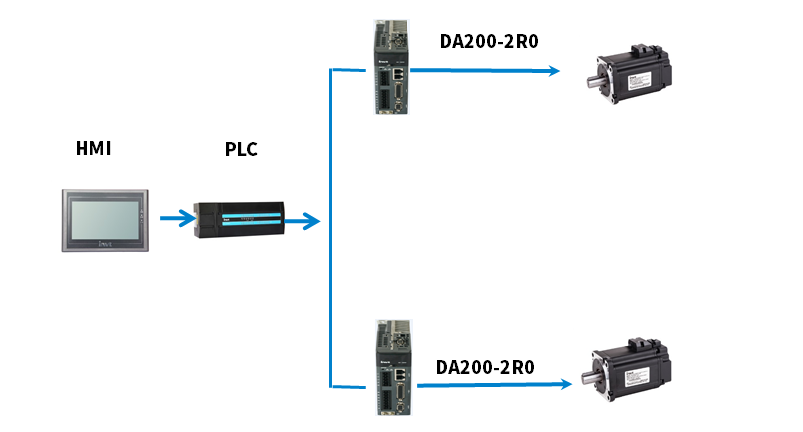
英威腾DA200伺服驱动器在粘虫板机上的应用