


台达网络产品在无纺布生产线中的应用
无纺布又称之为不织布,是新一代环保材料,具有强力好、透气防水、环保、柔韧、无毒无味、廉价等优点。适用于农用薄膜、鞋材、制革、床垫、子母被、装饰、化工、印刷、汽车、建材、家具等行业,包括服装衬布、医疗手术衣、口罩、帽、床单、礼品袋等等,受到广泛民用品制造厂家的青睐。而针刺设备是制造无纺布的主要设备之一。本文主要介绍台达网络产品整合应用于高速针刺机(无纺布)系统控制,本次共2条生产线成功应用,其中,一条生产线为5组针刺,另一条生产线4组针刺。以下以5组针刺为说明,4组针刺应用同一控制。
1 、项目简介
无纺布生产线设备主要有分为两部分——前纺和针刺。前纺包括:送棉箱、松开机、气压棉箱、梳理机、铺网机;针刺包括:针刺机组(根据用户需求选择机组)、烫平、储布架、压辊、收卷。其中根据针刺所对应的刺位可分为:倒刺、正刺、异位对刺。
针刺机传统的控制一般是一组设备使用1台PLC、1台HMI、AMD进行控制(MODBUS通讯)。操作方便,但是布线及通讯复杂,抗干扰性能差,通讯距离短。此外,传统控制,大量的通讯程序使小型的PLC的内存(16k steps)受到极大的考验。因为设备要求通讯速率高、PLC程序内存大等问题,大部分设备厂商都选用S7-300、三菱Q系列等大中型PLC进行控制。整体生产线设备及生产工艺主要参数如图1所示。

图1 整体生产线设备及生产工艺主要参数
2、设备示意图及控制工艺
设备示意图如图2所示,生产线控制模式主要有:手动控制、单机自动、整线控制。机械主要参数有:针刺修正系数、入料传动系数、出料传动系数、布针密度、速度修正系数。机械参数主要用于主要生产参数有:针刺密度、针刺频率(针频)、入料速度、出入料速度牵伸比、托网上下限、剥网上下限、原点设置。其中,机械参数主要做为实际运行速度校正调整。生产参数倒刺、正刺只有1组托网上下限、剥网上下限、原点设置,如图3所示。异位对刺设置区有2组托网上下限、剥网上下限、原点设置,如图4所示。

图2 设备示意图
在整线控制模式下,选择单组旁通(穿越)功能,出入料正刺运行,针刺停止。所有速度取决于前纺速度(前级速度),即改变前级速度所有速度都会自动更变,同时,速度的加减不影响针刺密度。
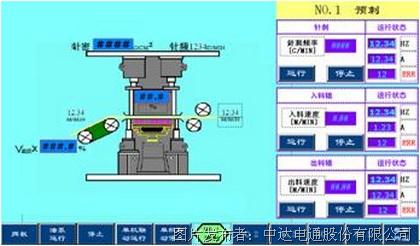
图3 生产参数倒刺、正刺只有1组托网上下限、剥网上下限、原点设置

图4 异位对刺设置区有2组托网上下限、剥网上下限、原点设置
生产所有工艺参数可通过HMI的16bit配方存储,同时,可添加当前配方产品名称备注,如图5所示。

图5 生产所有工艺参数可通过HMI的16bit配方存储
3、系统网络控制图
系统网络控制图如如6所示。
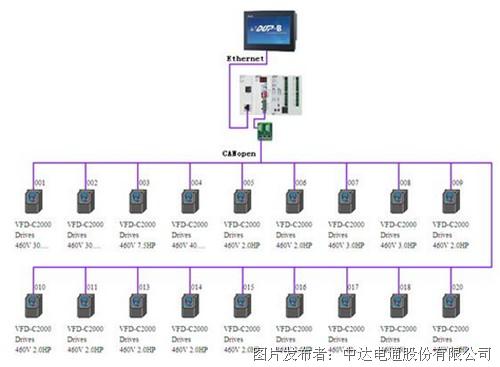
图6 系统网络控制图
4、网络控制组态
PLC及HMI参数设置
由于本次HMI(DOP-B10E615)应用跟PLC(DVP28SV00R)通讯走的是Ethernet,因此我们需设置HMI跟PLC所对应的IP地址(DVPEN01-SL默认网关为192.168.1.5)。通讯设置见图7。

图7 通讯设置
CANopen设置及程序应用
本次应用,所有变频器都选用C2000进行控制。控制模式为CANopen总线控制。组态图如图8所示。
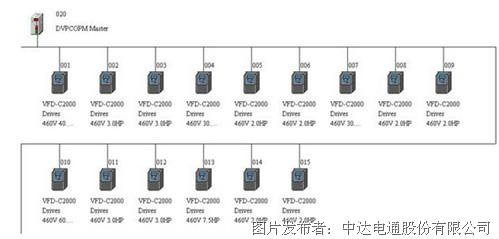
图8 组态图
CANopen总线控制节点配置设置是CANopen协议必不可少的。以下配置仅以1号节点为说明,其他节点配置相同。
主站模式设置。首先选择“网络”后,再选择“主站参数”。本例为CANopen为Master。如图9所示。

图9 主站配置
PDO配置设置。PDO分为Receive PDO和Transmit PDO,可根据实际工艺要求选择相应的PDO。本次应用PDO设置分别为:
Receive PDO:Output frequency(输出频率)、Output current(输出电流)、Output voltage(输出电压)、Error code(错误信息)。同时,选择传输类别。如图10所示。
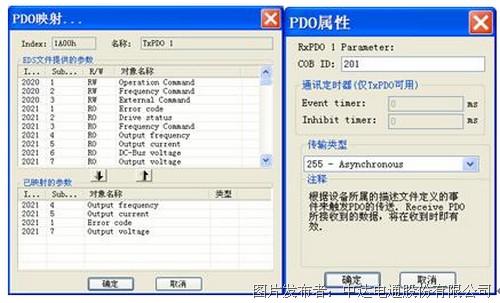
图10 Receive PD0配置设置
Transmit PDO:Operation command(操作命令)、Frequencycommand(频率命令),同时,选择传输类别。如图11所示。
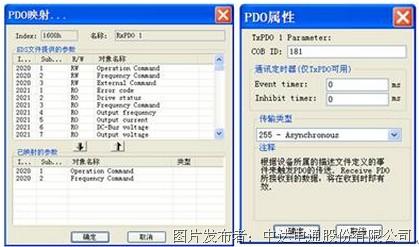
图11 Transmit PD0配置设置
读取Master相关配置信息,即PDO所对应的D存储单元地址。如图12所示。
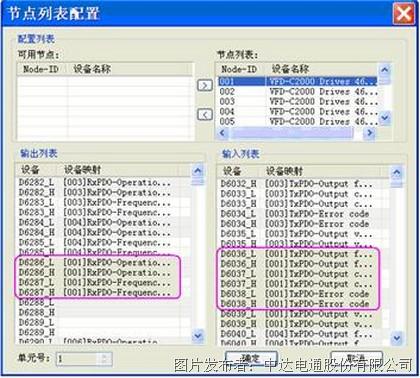
图12 节点列表配置
5、网络产品特点
Ethernet特点:
? 高效系统响应时间,100BASE-TX (100Mbit/s,10Mbit/s)
? 增加扩充节点(依路由器设定 )符合TCP/IP协定的手/自动资料连结设定(最大连接4埠),支持由DHCP自动提供IP地址给电脑,共通通讯协定——Modbus TCP。
? 邮件功能延伸。SMTP提供四组e-mail帐号供设定。
? 自动校正PLC时间(SNTP)、密码保护功能、简易防火墙保护功能。
CANopen特点
台达DVPCOPM-SL为SV系列左侧扩展模块,支持CANopen(标准DS301或DS4.02)协议。与SV连接使用CANopen总线应用时,DVPCOPM-SL(Master)负责PLC与总在线所有从站数据的交换。Master将PLC数据传送到总在线的各各从站,实现主从站间的数据交换。主要功能特点如下:
? 灵活通讯地址设置。通过地址开关设定合法地址1-127。
? 可靠快速的通讯速率。根据实际应用情况选择对应波特率:10kbps、20kbps、50kbps、150kbps、250kbps、500kbps、800kbps、1Mbps。本例使用1M通讯速率取代传统的MODBUS (9600 E,7,1)。
? 支持PDO、SDO、EmergencyProtocol服务。RxPDO最大支持200个,数据(16Bit、INT、UINT、WORD)最大支持390个字节;TxPDO最大支持200个,数据(16Bit、INT、UINT、WORD)最大支持390个字节;每个从站最多可配置8个RxPDO和8个TxPDO。
? 支持事件触发、时间触发、同步周期、同步非周期传输。
? 传统的MODBUS通讯程序复杂,通讯实效慢,同时,占用主机大量内存。DVPCOPM-SL方便快捷的映像数据区的应用,不但解决了繁琐的读写程序内存,同时,大大减少了主机运行的扫描周期。
? 传输距离远。最高可传输距离为5000M(10kbps),本例使用25M(1M bps)。
? 优越的抗干扰特性。
6、系统应用设置
系统应用配置如表1所示。

表1 系统应用配置
7、总结
实际使用证明,CANopen总线的应用以通讯速率快、通讯距离远、程序简便(大大减轻占用主机程序容量)、布线简单、抗干扰能力强、易维护等优势,取代了MODBUS传输速率慢,通讯距离短、编写程序复杂、控制程序容量大、易干扰、布线繁琐等传统控制模式。同时,相对主流ProfiBus、CC-Link、Modicon等控制总线来说,性价比获得了用户的良好评价及认可。
此外,常见的陶瓷窑炉生产线、污水处理、玻璃设备、塑料轮胎、印刷等行业应用技术,对数据高速采集、集成监控、数据交换等类似控制,均可采用以上方案得于实现控制。




 投诉建议
投诉建议
提交

追“光”而行 台达邀您共赴上海光伏展之约

台达“解密Cloud to Edge AI” 于COMPUTEX 2024展出驱动AI技术

台达参编中国企业可持续发展报告指南6.0 助力高质量ESG信息披露 共创低碳可持续未来

再获嘉奖 台达收获“中国自动化产业年会”三大奖项

夯实智造升级基础:设备联网 信息通畅