


科立恒KCE-IZ01直流电压变送器在电火花加工机械中的应用
一、引言
电火花加工是与机械加工完全不同的一种新工艺。
随着工业生产的发展和科学技术的进步,具有高熔点、高硬度、高强度、高脆性,高粘性和高纯度等性能的新材料不断出现。具有各种复杂结构与特殊工艺要求的工
件越来越多,这就使得传统的机械加工方法不能加工或难于加工。因此,人们除了进一步发展和完善机械加工法之外,还努力寻求新的加工方法。电火花加工法能够
适应生产发展的需要,并在应用中显示出很多优异性能,因此,得到了迅速发展和日益广泛的应用。
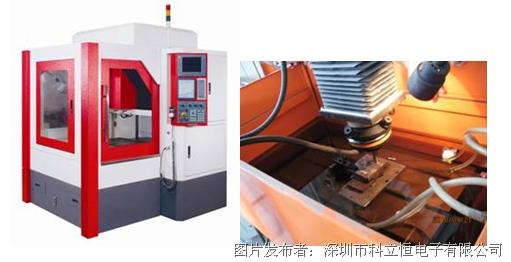
电火花加工机床 运行中的电火花加工
电火花是一种自激放电,其特点如下:
火花放电的两个电极间在放电前具较高的电压,当两电极接近时,其间介质被击穿后,随即发生火花放电。伴随击穿过程,两电极间的电阻急剧变小,两极之间的电
压也随之急剧变低。火花通道必须在维持暂短的时间(通常为10-7-10-3s)后及时熄灭,才可保持火花放电的“冷极”特性(即通道能量转换的热能来不
及传至电极纵深),使通道能量作用于极小范围。通道能量的作用,可使电极局部被腐蚀。 利用火花放电时产生的腐蚀现象对材料进行尺寸加工的方法,叫电火花加工。
电火花加工是在较低的电压范围内,在液体介质中的火花放电。
要实现电火花加工过程,机床必须具备三个要素,即:脉冲电源,机械部分和自动控制系统,工作液过滤与循环系统。下面对这三要素的作用逐一加以简单讨论。
1.脉冲电源
,加在放电间隙上的电压必须是脉冲的,否则,放电将成为连续的电弧。所谓脉冲电源,实际就是一种电气线路或装置,它们能发出具有足够能量的脉冲电压来。
2.机械部分和自动控制系统 ,其作用是维持工具电极和工件之间有一适当的放电间隙,并在线调整。
3.工作液净化与循环系统
,工作液的作用是使能量集中,强化加工过程,带走放电时所产生的热量和电蚀产物。工作液系统包括工作液的储存冷却、循环及其调节与保护、过滤以及利用工作液强迫循环系统。
上述三要素称为电火花加工机床的三大件,它们组成了电火花加工机床这一统一体,以满足加工工艺的要求。
二、火花加工机床电火花电压测量的应用
如何准确测量电火花放电的电压情况始终是一个难题,主要原因是电火花放电时,能量是脉冲型输出,电压有波动,毛刺严重,串扰很大,普通的电压传感器不能可靠稳定工作。科立恒的光电隔离电压变送器应用光电隔离元件,精确测量直流电压,并对毛刺电压脉冲有很好的隔离屏蔽作用,可以有效应用在搞干扰,多毛刺的电压测量环境中。
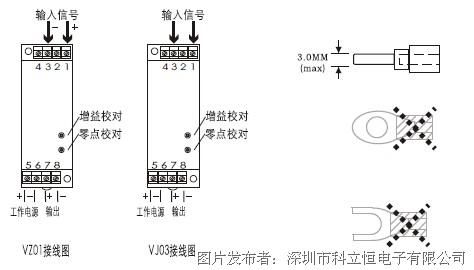
三、 直流电压变送器的特点、技术参数及接线方法
该直流电压变送器具有温漂小,导轨安装,体积小,接线容易的特点。
1、 超小体积:厚度仅38mm;导轨式(也可螺钉)安装;
2、测量范围: 0-100mV,0-1000V可选
3、输出信号:0~5V、0~10V、0~20mA、4~20mA等可选;
4、可靠隔离:隔离耐压达2500VDC;
5、工作电源:12V/24VDC.48-300V)交流(45-264V)
6、低功耗设计,绿色环保;
7、低价格,高性能,高精度,高可靠。
2、
3、直流电压变送器KCE-VZ01的工作原理
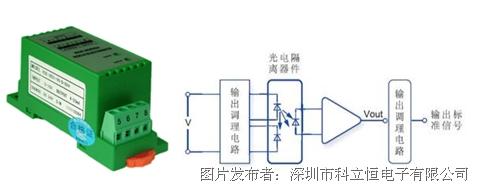
被测电压经端子输入后进入,经过光电隔离元件,从而实现了对一次电压的隔离测量,再经过适当变换后,输出与原边直流电压成比例的标准信号,如DC0-5V,0-10V,4-20mA等。
基于以上原理,因光电隔离元件对直流电压中的毛刺电压不敏感,具有天然的屏蔽作用。故可以广泛应用在这种高串扰,高谐波的电火花加工环境中。
四、结束语
电火花加工(EDM)是一种特种加工机床,具有很多其他机械加工机床无法比拟的优点,随着技术工业技术进步,电火花加工设备也越来越多的应用在各个领域。对于电火花加工中电压精确测量,PAS的GDU1-C51系列直流电压变送器能准确测量带谐波的直流电压,并可靠运行,在国内最大的电火花制造企业中已得到批量应用,取得了很好的经济效益和社会效益。




 投诉建议
投诉建议
提交

科立恒 KCE-IJ03穿孔式三相交流电流变送器

科立恒 KCE-IJ03穿孔式三相交流电流传感器

科立恒 KCE-I穿孔式交流电流变送器

科立恒 KCE-K报警型交流微电流隔离变送器

科立恒 KCE-SK220V交流电流隔离传感器