


DVP-10MC在墙纸印刷机上的应用
1、工艺介绍
图1为生产线传动示意图。
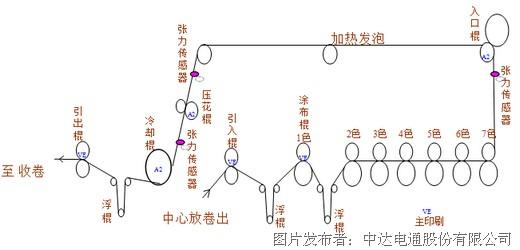
图1 生产线传动示意图
从流程图可见工艺流程:放卷出的原料纸经过1色全色印染然后6道选色印染,然后经过加热发泡膨胀,再经过压辊压花,冷却就变成合格成品进入收卷棍。整个过程纸料需保持恒张力和同步。
2、电控框架
根据要求选择了台达全系产品的集成应用,同步性要求高的选择台达A2的伺服,张力控制要求的用带收放卷功能的台达VE变频器,主控采用10MC运动控制器,并采用多屏一机的以太网屏,收放卷采用独立PLC 控制方式,主控与远程站通讯方式采用DEVICENET网络,下层的变频器通讯采用RS485的MODBUS通讯。产品架构图如图2所示。
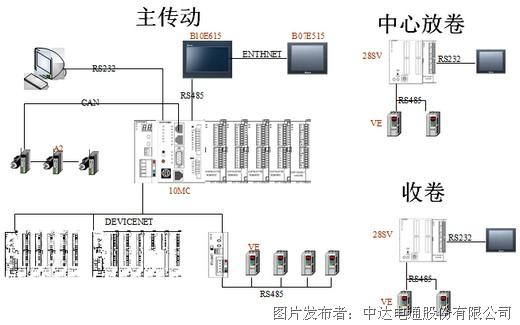
图2 产品架构图
3、产品应用说明
3.1 台达一机多屏功能
台达以太网频具有一机多屏功能,主频的三个通讯口都可以被映射,其他屏程序可以不用改程序就可通讯。两个以上屏可以用HUB连接即可。

图3 台达以太网频具有一机多屏功能
3.2 RTU-DNET网关功能
RTU-DNET可以作为devicenet远程I/O等的从站模块也可以做RS485通讯网关。只要在模块配置中输入要通讯的地址即可。
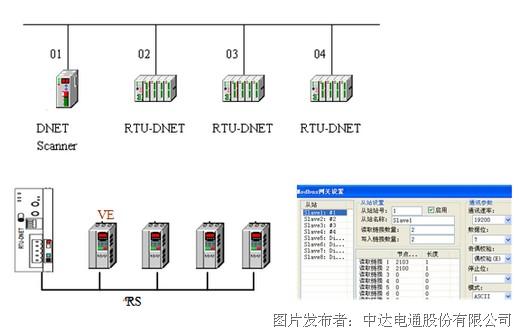
图4 RTU-DNET可以作为devicenet远程I/O等的从站模块也可以做RS485通讯网关
3.3 DVP-10MC 运动控制功能
DVP-10MC通过接收主轴脉冲信号对三轴进行运动控制,并兼容PLCopen功能块。可以进行齿轮、凸轮、虚轴、相位调整。在本例子中使用电子齿轮功能和相位功能。
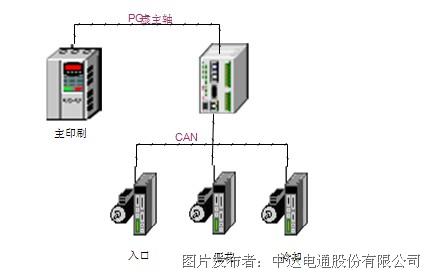
图5 10MC通过接收主轴脉冲信号对三轴进行运动控制,并兼容PLCopen功能块
VE收放卷功能,用于动态换卷,图6为收放卷示意图。
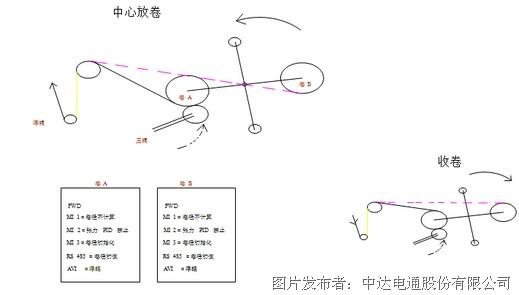
图6 收放卷示意图
正常放卷是图中A卷位置,当要换卷时,装好原料的B卷逆时针向A卷方向运动来互换位置,通过压辊压上,角度传感器检测的角度偏移可以求出真实B卷的初始卷径。B卷的原料纸张由A卷粘连带出同时开始放卷,但此时B卷须禁止张力PID控制和卷径计算,待B卷纸张送出十几秒后,快没料的A卷的纸张须裁断,并停止运行,B卷开启张力PID和卷径计算,B卷正常放卷。
4、 结束语
此次应用台达运动控制器、PLC、人机界面、变频器、总线网络功能,方案成熟,有较高的性价比。此设备也是客户指定用台达机电产品开发。应用得心应手,获得客户好评。
作者简介:
邓瑜平,男,出生1982年2月,毕业于武汉纺织大学 电子信息自动化专业。现任中达电通股份有限公司高级应用工程师,从事台达工控产品应用推广,产品测试。




 投诉建议
投诉建议
提交

智慧中控 助力牧场变身绿色与科技结合的热门景点

双机器人加持视觉 台达方案让PCB组装加工更轻松

台达首度入选2022中国企业科创力百强 并荣登行业前十强

台达数控系统NC5助力精密机床智慧进化

「云看展」:台达解锁打造当代建筑的N种可能