


台达DVP-20PM实现可变同步区长度的追剪方法
一、设备一般结构

图1 设备结构图
如图1示意,通用追剪机构一般包含以下部分机构:
(1)执行机构
在裁切系统中,执行机构是切刀,切刀是由液压推进,主要由一个进刀电磁阀和一退刀电磁阀控制切刀的上下;在饮料罐装系统执行机构为填充装置。
(2)测量机构
安装于出口部分,同轴联接一2500线的A/B相的差分编码器,测量进料的速度及长度,是电子凸轮运动中的主轴。
(3)追踪机构
主要由台达伺服传动机构组成(功率大的可选VE系列变频器),由20PM00D的X轴输出控制,是电子凸轮运动中的从轴。
(4)进料传动
进料传动是由变频电机、传动机构组成。
二、追剪控制及20PM运动控制器电子凸轮功能应用介绍
1、追剪曲线构成
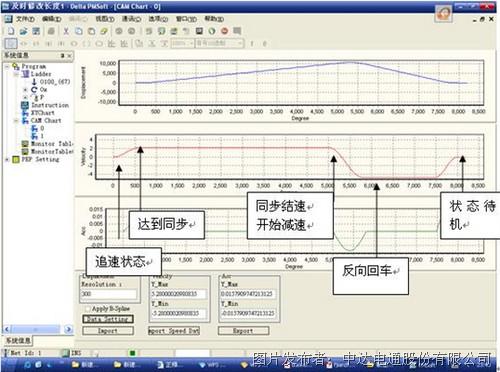
图2:常规追剪系统的运作步骤
(1) 追速状态(Ramp up to Tracking):送料持续进行,20PM运动控制器在侦测输入材料之长度及当时送料速度的同时,指挥伺服电机依照S曲线加速至与进料速度同步;在进入同步速度的瞬间,锯/切台与材料的动态相对位置已经整定完成。接着便进入同步状态。
(2)同步状态(Syncronized Zone):一旦进入同步状态,20PM运动控制器立刻送出同步信号(CLEAR)给执行控制机构,要求执行切断或罐装动作。同时,运动控制器依然持续侦测进料长度及进料速度,随时保持锯/机台与材料之间的动态相对位置不变;如此才能确保裁切断面的平整或罐装的准确。当执行完成之后,机构返回自动退出,并发出完成信号(CUTend)。
(3)减速状态(Ramp down Stop):20PM运动控制器指挥伺服电机依照S曲线减速直到完全停止。同时,仍然持续侦测并累计进料长度。一旦伺服电机完全停止,接着立刻进入回车状态。
(4)回车状态(Return Home):回车过程中,20PM运动控制器仍持续侦测并累计进料长度。
(5)待机状态:回车完成之后20PM运动控制器系统自动进入待机状态,等待下一循环的开始。
常规的动作如上图所示。整体规划好高速追踪与高速返回的完整曲线,是过去的解决方案,现在客户大都需求在同步去启动切刀动作切断完毕后,不需再同步。立即降速停车,然后高速返回,返回时无需按照主轴的速度同步倍率。基于此。台达推出了行业通用模版程序,客户只需改变相应参数即可达到所需控制要求。
2、两种生成同步飞剪曲线的方法
接下来要做的第一步是生成一个飞剪凸轮曲线。因为前面同步切断完成后,就脱离凸轮模式,进入单段速高速定位返回。返回时,就脱离了凸轮模式。下面介绍生成飞剪曲线的两种方法。两种方法都可以,依据用户使用习惯选择。
我们熟知的凸轮关系是主轴和从轴一一对应位置关系,如何从主轴位置和从轴的速度关系产生是主轴和从轴一一对应位置关系,是要解决的重点。目前解决方法主要有两种,分别叙述如下
(1) 通过20PM的编程软件,生成图形
步骤一:PMSOFT软件有个CAMCHART,使我们可以清楚地利用图形方式设定、修改电子凸轮曲线。提醒大家注意的是必须建立两个CAM,分别为CAM0,CAM1。两个CAM表解析度设为一样,比如300点.之所以要设两个CAM表,主要是为了需用多凸轮模式。后续介绍到只有在多凸轮模式下才可以,执行切断信号后,把D1846=K0降速停车。后续结合程序详细介绍。

图3:PMSOFT软件界面
步骤二:双击CAM 0进入资料表单会弹出下面的区段设置表。在左边一列设主轴长度,右边设对应的同步倍率,也可以理解成齿轮比。同步倍率的计算,假设本测量系统编码器为2500线,测量轮为51MM,伺服转一周需10000 PULSE,伺服与导轨联结为4:1的减速带轮,导轨牙距为30MM,通过以上参数,我们可以计算出要达到线速度同步,输入脉冲与输出脉冲的频率比例关系。
V1=F1*3.14*51/(2500)
V2=F2*30/(4*10000)
由于V1=V2,所以
F2:F1=3.14*20000*51/40*2500=21.35
因此考虑到PLC发出频率,与伺服接受频率的合理性,我们把伺服齿轮比设为10,填表设为2.2,如下图所示。分别为在测量轴600 PULSE达到速度同步,一直同步到6900PULSE, 然后是,降速到零,(这里的同步长度设的比较长是因为考虑用户执行机构切刀或罐装时间延迟,必须有足够长的同步区满足,)这里的参数可根据实际机械负载,机台长度,机器速度等灵活设置,比如说,切刀或罐装速度比较快,不需要在600PULE同步,完全可缩小同步区,以便使伺服加减速时间更长等。

图4:区段设置表
步骤三:点DRAW按钮,生成主轴位置与从轴速度的曲线图,生成的图形是按照主轴位置和从轴的速度关系,并不是主轴和从轴一一对应位置关系,比较上图与下图正式追剪曲线的区别可发现,需把几个图形依次下移。
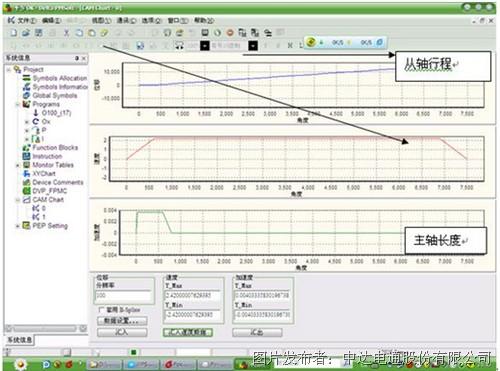
图5:主轴位置与从轴速度的曲线图
要生成主轴和从轴一一对应位置关系必须按下export按钮,将数据导出,然后把数据再作为速度信号导入,即再按下import speed DATA 按钮,就自动生成了上图主轴与从轴的位置关系,速度关系,加速度关系图,然后将程序下载启动,追速过程就会按此图执行。
(2)通过20PM的指令,生成图形。
上述通过软件生成曲线,是过去20PM的通用过程,随着客户的要求,开发了更易使用的方式通过指令生成追剪曲线方式。
DTO K100 D0 D100K7
D0=k10000 _ 建立飞剪CAM data
D101..D100 _ 整数格式主轴长度,(可为负数)
D103..D102 _ 整数格式从轴长度
D105..D104 _ 整数格式从轴同步长度
D107..D106 _ 浮点格式从轴同步倍率
D109..D108 _ 浮点格式从轴最高倍率限制
D110 _ 曲线选择(0 const speed,1 const Acc,2SingleHypot,3 Cycloid)
+0x8000 接续前次资料
, +0x4000 不动态变更
, +0x2000 产生同步区头D103..102尾D105..104)
?D111 结果(0 ok, 1 条件无法满足, 2 CAM长度不足)
| 曲线暂不刷新 |
| 曲线选择 |
| 最大同步倍率 |
| 同步倍率 |
| 建立飞剪曲线控制 |
| 正向行程 |
| 从轴行程 |
| 同步区长度 |
通过简单几行程序,填入必要的参数就可以生成通过手工生成的飞剪曲线。这样应用更有灵活性。尤其对于有些工艺如纸管追切,需要经常跟换管径,也就相当于变换测量轮直径的场合。
三、利用高速扑捉输出及飞剪凸轮实现追剪动作
上文介绍了生成两种飞剪凸轮曲线的方法,下面接着介绍整体动作实现。
这里首先需要说明的20PM电子凸轮运行形式,分成单凸轮模式与多凸轮模式。顾名思义其中的区别是单凸轮模式只是运行一个凸轮轴(X轴),多凸轮模式可以运行几组多凸轮(X,Y,Z)但是,并不仅仅区别在这里。按理说,本文凸轮只有一个轴,应采用单凸轮模式。实际并不如此。
单凸轮模式具有的模式是曲线可动态变更,输入脉冲设定形式为D1864.但是不具备判断切刀切断信号到了后减速停车功能。其通过指令生成的曲线一旦固定无法,干预其从轴根据主轴的运行速度。也即切断信号到了,从轴同步曲线未结束,仍会继续往前走完曲线多凸轮模式,可三轴X,Y,Z任意选择。也即可只运行组多凸轮。每个轴的允许,可通过D1847,D1927到D2007设定。最大的优点是是每个轴的最高跟踪频率可设。假设,同步区切断信号到了。 可立即把D1840=0,同步轴就会减速停车。

所以,本文采用多凸轮模式。多凸轮模式的计数主轴信号为C200,所以启动凸轮时,需同时把C200前面的触点ON。把测量轮编码器同时接到2个手摇轮输入,一个作为凸轮跟随,C200,(接线为A0,B0),一个作为长度计长,C204, (接线为A1,B1),第一次启动时,同时,凸轮离合,及C204计数清零,达到同步区后,输出切刀信号,当切断信号到时,把D1840给零,让追踪伺服降速停车。判断D1850,等于零后,也就知道当前从轴已降速到零停止后。断开电子凸轮,C204不断开。计数料长仍然继续。然后单段速让从轴伺服高速回零。当C204的值与预设长度相等,则,再次启动凸轮,D1846=H2000,C204复位从零再次计数。
这里用到C204的高速比较清零。内部设定好需要切断长度,等长度到了C204的值由高速比较设置好后自动清零,同时输出CLR0信号,CLR0接到START0,切入到20PM的外部高速中断,启动中断程序INT1,INT1立即启动电子凸轮同步跟踪。
然后,周期如上循环。
四、程序詳細介绍
下面对每行程序做一详细介绍。

D1816为X轴也就是追剪轴的输出参数设置,H430的意思为归原点是上升沿促发,输出为脉冲加方向。M1035为四个外部特殊输入点(START0,STOP0,START1,STOP01,作为普通点使用。

MOV K3K1M1200,MOV K3 K1M1204为设定C200,C204的计数形式。为AB相四倍频。

设定高速比较功能,MOVH524 D2 ,DMOV D4002 D4为一组,D2为控制字,D4为数据字。
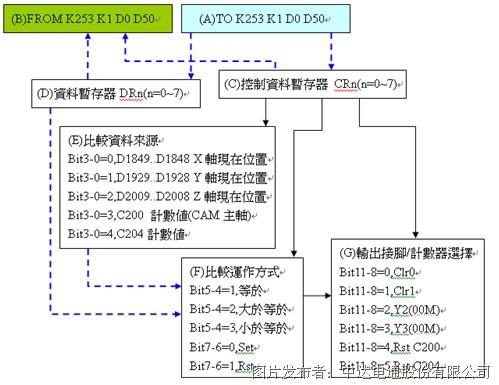
对照手册,由上图可知,MOV H524 D2 ,DMOV D4002 D4为一组,意义为C204大于等于D4002的值时,复位C204。第二组,MOV H564D6 ,DMOV K0 D8,意义为C20,等于K0的值时,置位C204,允许C204,计数。
这两组的功能,简单的说,就是实现设置一长度。到时立即复位。再次循环计数。MOV H24 D10,DMOVK0D12为一组,意义为C204大于等于K0的值时,输出CLR0;第二组,MOV H64D14,DMOV K20 D16,意义为C204,大于等于K20的值时,复位CLR0,这两组的功能,简单的说,就是实现C204。到零时输出一个CLR0,脉宽为20个PULSE.这个CLR0,接到STAR0,用来促发下次凸轮离合,在中断1里促发凸轮合上,D1400的0-4位,分别对应允许时间中断,START0,STOP0,START1,STOP1.比如MOV K2 D1400就是允许中断1.中断1里的程序如下图:
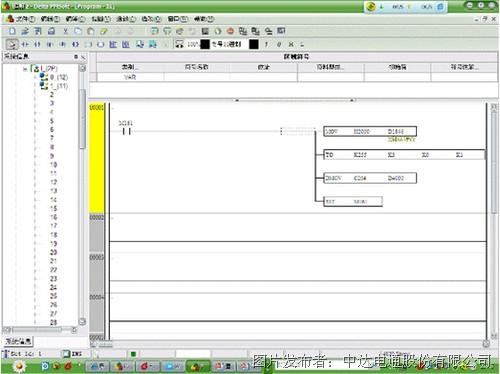
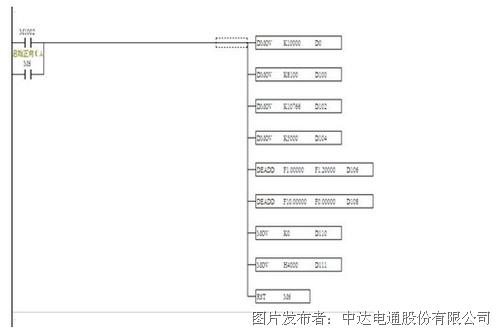
图:中断1里的程序
下面的程序为按格式,写入上述定义的控制字。比如修改追剪的长度时,就需要改变上述的数据寄存器,重新写入一次。TO K253 K1 D0 D10.为设定高速比较输出功能命令。
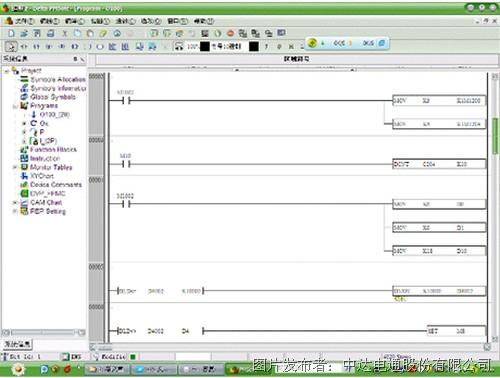
以上程序为设定C204的高速计数,到长度复位,从新计数。并且,计数到位后输出CLR0,产生中断启动电子凸轮。
下面的整体过程从M150-M160开始为开始启动。顺序要从下往上看。之所以要倒着顺序,便于每次设ON后,在下个扫描周期了解执行状态。
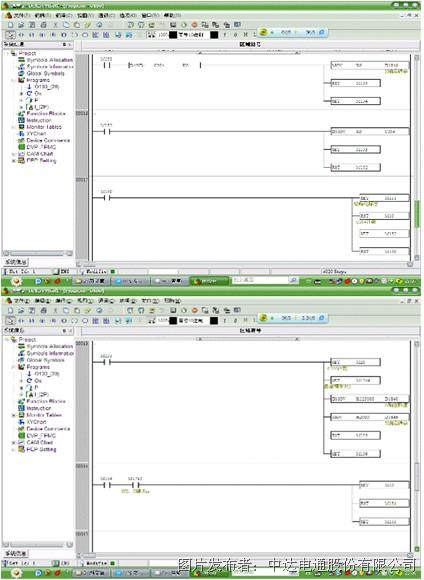
以上程序全部经过测试无删除,客户按照图片键入可完全实现精确高速可变同步区长度的追剪控制。目前很多伺服系统固定了追剪功能,但是一旦需要改动,就要费很大周折。20PM具有普通PLC灵活编程功能,又具有灵活的电子凸轮的功能,可完全使用与于通用与专用高速追剪场合。
作者简介:
余强,出生于1969 年 12 月,毕业于安徽机电学院电气工程系工业自动化专业,曾就职于信息产业部第八研究所和科大创新股份有限公司自动化分公司工程部,现就职于中达电通股份有限股份有限公司PLC产品开发处,主要专注于PLC在自动化的高端运用,包括各类机械设备的精密运动控制及工程项目的过程控制的研究与市场开发。




 投诉建议
投诉建议
提交

引领大功率运控市场新浪潮 台达超大功率多轴伺服系统震撼上市

台达CNC数控系统NC5系列 与您共塑精密制造新未来

台达斩获四项年度大奖 数字化与全球化双引擎驱动智造革新

台达工业自动化 构建储能“数智”大脑

宝楠生技 x 台达:开启骨科医疗器械智造升级之路