


V360变频器在自动车床上的伺服定位方案
V360变频器在自动车床上的伺服定位方案
摘要:本文就四方V360系列变频器在台州某机床厂自动车床上的调试应用优势做了总结。随着工艺要求的不断提高,自动车床对变频的要求越来越高,在基于V360高性能矢量变频器的基础上,采用智能控制算法,很好满足了自动车床快速启动,快速定位等要求。
关键字:V360系列变频器,自动车床,伺服定位
一、 自动车床工艺介绍
1.自动车床简介
自动车床,是一种高性能,高精度,低噪音的走刀式自动车床,是通过凸轮来控制加工程序的自动加工机床。另外也有一些数控自动车床与气动自动车床以及走心式自动车床,其基本核心是可以经过一定设置与调教后可以长时间自动加工同一种产品。特别适合铜、铝、铁、塑料等精密零件加工制造,适用于仪表、钟表、汽车、摩托、自行车、眼镜、文具、五金卫浴、电子零件、接插件、电脑、手机、机电、军工等行业成批加工小零件,特别是较为复杂的零件。
2.工艺说明
(1)装工件:主轴转动到固定位置,机械手将工件装入卡盘内;
(2)加工工件:主轴快速加速到所需转速,通过刀台的移动加工产品;
(3)卸工件:加工完成,将产品从卡盘内推出,同时卡盘快速的转动到固定位置装入下一个工件。
二、 现场工艺要求及调试方案
1.现场要求
(1)加减速时间要求很短,加速0.5S,减速0.5S;
(2)定位速度要快,1秒以内;
(3)定位精度要求高,在2个脉冲范围内;
(4)定位完成后要有信号输出;
2.调试方案
客户前期使用某品牌闭环矢量变频器,我们采用的方案是:
V360(高性能闭环矢量变频器) 分频卡
3.V360系列变频器介绍
该产品基于四方全新的矢量控制平台,内置闭环矢量、开环矢量、V/F、力矩控制四类核心控制算法,可轻松实现各类复杂控制应用,可最多扩展3个扩展卡。变频器自带的近百种警示功能,可提前预警避免停机。
n 最快75us的电流闭环响应周期,200%的启动力矩
n 标配5位双行LED面板显示,可选配LCD、HMI操作面板
n 内置多种系统宏和应用宏,宏参数调用,最简化参数设置
n 虚拟输入输出,最大限度减少外部配线,并减少因外部配线引起的干扰
n 自动实现多机同步传动时电流、功率或转矩的自平衡
n 数百种转矩、转速组合设定
n 主轴伺服与分度定位控制
n 频率/转速设定通道的优先级可灵活配置
n 现场调试的任意未存储参数,可一键存储或放弃并恢复原值
n 人体工程学操作面板,可实现键盘或软件锁定与解锁
n 自动屏蔽未使用功能模块的参数,或选择性显示已修改、已存储、已变动参数
三、 调试参数和说明
1、调试接线图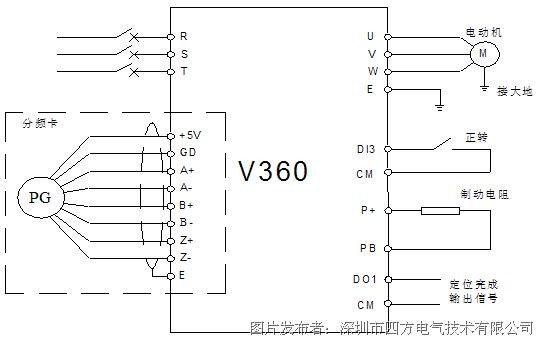
2、调试步骤及参数设定
(1)、电机参数自学习。
功能代码 | 功能名称 | 设定值 |
F2.0.00 | 额定功率 | 1.5 |
F2.0.01 | 额定电压 | 380 |
F2.0.02 | 额定电流 | 3.7 |
F2.0.03 | 额定频率 | 50 |
F2.0.04 | 额定转速 | 1440 |
F2.2.53 | 电机参数测定 | 1(静态辨识) |
按FWD运行电机辨识参数 | ||
(2)、参数辨识完成后,调试闭环矢量功能。
功能代码 | 功能名称 | 设定值 |
F0.0.09 | 电机类型与控制模式 | 0010(闭环矢量) |
F0.2.25 | 频率设定通道1 | 3(面板飞梭电位器设定) |
F0.3.33 | 控制命令 | 1(外部端子控制) |
F1.0.03 | 加速时间1 | 0.50S |
F1.0.04 | 减速时间1 | 0.30S |
F3.0.02 | 多功能DI3 | 7(正转信号) |
F3.1.12 | 多功能输出端子DO1 | 35(伺服或主轴定位位置到达) |
F8.0.05 | 编码器每转脉冲数 | 1024 |
F8.0.06 | 编码器旋转方向 | 0 |
F8.0.07 | 编码器Z脉冲 | 1(有效) |
F8.0.17 | 反馈转速比 | 0.75 |
F8.1.21 | 转速比例增益1 | 0.4 |
F8.1.25 | 转速比例增益2 | 0.4 |
闭合正转信号运行变频器到一定频率,如果报FU20则调换电机两相相序或修改F8.0.06=1。 | ||
(3)、设置锁定到指定角度功能
功能代码 | 功能名称 | 设定值 |
Fb.2.20 | 零频力矩保持 | 3(锁定到指定的停机角度) |
Fb.2.21 | 位置锁定增益1 | 1 |
Fb.2.45 | 主轴停机角度 | 0.0 |
Fb.2.46 | 主轴传动比 | 0.75 |
Fb.2.47 | 位置到达误差 | 5 |
位置增益Fb.2.21影响定位时间、精度以及电机震动,一般不低于0.4不高于2;位置到达误差Fb.2.47影响定位时间跟震动,一般不高于10 。 | ||
四、 调试效果对比
对比项目 | V360 | 某品牌变频器 | 备注 |
加减速时间 | 加速0.5S,减速0.3S | 加速0.5S,减速0.5S | 加减速越快,加工效率越高 |
定位方式 | 停机时自动定位到所需位置,不需要定位信号端子 | 需要外部定位信号端子 | 节省按钮及中间继电器 |
定位速度 | 单圈定位,迅速锁定 0.5秒内完成定位 | 定位速度慢,圈数不固定 基本上要2-3秒才完成定位 | 定位速度越快,加工效率越高 |
定位精度 | �0.5脉冲 | �1脉冲 | 定位精度高 |
总结:通过上面比较发现,我司方案不仅节省了外部按钮及中间继电器而且加工效率远优于某品牌。这也是该厂家首选我司产品的一个很重要的因数。 | |||
参考文献:
1.《V360系列高性能矢量变频器说明书》 深圳市四方电气技术有限公司




 投诉建议
投诉建议
提交

四方变频器在圆锥破碎机上的应用

CA200E系列总线型伺服驱动器
展会三连,现场直击

四方电气新品发布:CA200系列伺服驱动器

四方电气展会预告丨“造”动十一月