


西门子S7-1200 V80伺服 在医疗导管切管机上的应用
PVC管在很多领域运用的越来越广泛, 如空气压缩机.水暖安装.医疗输液导管等,不同领域运用的管材长度,直径大小等又各不相同,因此对PVC管的切割就尤为重要了。
在我国切管机的机械产品设计发明很多,但通过研究和比较,都存在一些难题,没有达到比较理想的使用要求.如效率低,精度低,废品率高,成本高.全自动印字切管机是专为满足高精度定长定数切割与印字需求而设计的,切管直径,切管精度,切管长度,打印线速度放管速度等都可调节.并且全自动切管机在对PVC管的定长切断、单产和班产量的设定具有保存功能,同时在实现自动计数达到设定产量值后自动报警等功能.而且用户通过触摸屏即可进行PVC管的切断长度设定、单产和班产量设定、自动和手动切管方式的随意转换以及恢复切刀位置等操作.
在医疗临床上经常能听到一个词语叫引流。引流是指将伤口内或腔隙中的分泌物、血液、浓液、渗出物、消化液等,通过引流管引出体外.选择引流管不当.可造成损伤而引起继发性出血和消化道瘘等并发症.全自动印字切管机的用途就是用于血袋.输液袋.引流袋等医疗器械之管体上的字体印刷及按需求尺寸栽断.该全自动印字切管机所切引流管实现了对不同病人,不同病症,在根据病情需要的情况下对引流物和引流管的名称,流量及病房号床号等进行对应标记。
对于全自动印字切管机的软件程序开发,S7-1200产品给出了一款程序与操作画面整合一体开发的优秀软件Totally Integrated Automation Portal V11。
2.工艺流程介绍
2.1 全自动印字切管机设计要求和功能实现
本次对全自动切字管机采用PLC控制.需做到:全切长度、半切长度、印字间距可在人机界面设定,经简单设定即可精确、稳定地生产,具有记忆功能,用户可以把数据保存下来,在以后生产时调用即可。并且应具有多处安全检测及保护功能,具有故障自检及报警功能。全切长度是指每根管的长度.半切长度是指每段印字的长度.全自动印字切管机主要特点如下:
(1)采用热转方式印刷字体,比激光喷墨印刷方式更整洁清晰,切口平整,管体干净卫生.(2)主要配置—西门子PLC、人机界面、伺服系统,FESTO气动系统,SEW动力系统.(3)操作简便—1人即可操作生产。装好材料后即可自动生产,降低员工劳动强度;电脑自动化—按需求尺 寸截断、字体间距可在人机界面设定,经简单设定即可精确、稳定生产.(4)具有记忆功能,可以储存以往生产数据即调即用。(5)安保功能—人性化设计,具有多处安全检测及保护功能,以及故障自检及报警功能。(6)机器外观—烤漆机身与不锈钢机身,两者提供选择。
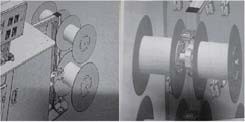
2.2 全自动印字切管机的主体结构
全自动印字切管机主体结构可分为三大部分,送料部分.印字部分,切料部分.其实物图如下图2-1所示.

送料部分包括送料电机和四个限位开关及相对应的电气阀门组成,其实物图如图2-2所示.
(1)当送料部分的4根管都处于下限时,送料电机停止,之外只要满足启动条件则都运行.
(2)当任一管处于下限位置时CL109-CL112中对应气缸收缩(即对应电磁阀PB通),离开下限位时则伸出(动作延时1-2秒).
(3)当任一管处于上限位时,伺服牵引出料电机,压头电机,色带伺服电机都停止,送料电机继续运行.
印字部分
送料部分
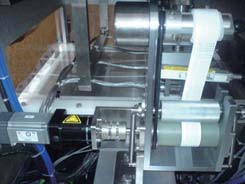
图2-3 压头印字部分实物图
印字部分包括印字,色带牵引,号码变更联动其实物图如图2-3所示.由于工艺要求的不同,压头印字的工作要求又可以分为如下几个部分.
(1)印字但不需要切管时
印字压头电机为M3,S17监测压印头上下位,有信号为上位,无信号时为下位
a:初始为上位,启动后即往下直至下位(此过程牵引出料电机运转牵引管走L2距离,色带伺服电机走5mm距离.
b:下位时印字动作,此时色带牵引伺服电机,与牵引出料伺服电机停止转动,S17给定控制信号.当印字动作结束时,S17由无感应转为感应.此时的色带牵引伺服电机,与牵引出料伺服电机运行一定转数把管与色带牵引到所需要的长度.
(2)色带牵引
每印印字牵引一下,开始时每次牵引5mm,当牵引23次(120/5-1)后没24次需牵引一次365mm长的距离,此时压头印字电机停止转动,依次循环.
(3)号码变更联动
进行全切动作时,(S103给确认信号),进行号码变换(CL105切换为PA通,S101确认下压到位后再切换为PB通,经S102确认复位后机器继续运行,无确认则报警停机
切料部分

当PLC运算到管到达切管位置时,出料伺服电机压头印字电机停止转动,其实物图如图2-4所示.切管气缸CL108进行相应的全切和半切动作(注:AV107,AV108皆为PB通时为复位状态,AV107,AV108皆为PA通时为全切,AV107为PA通,AV108为PB通时为半切).全切,半切,复位动作分别由S103,S104,S105确认,无确认时报警停机,切管结束后(S105确认后),按(1)逻辑继续运行.
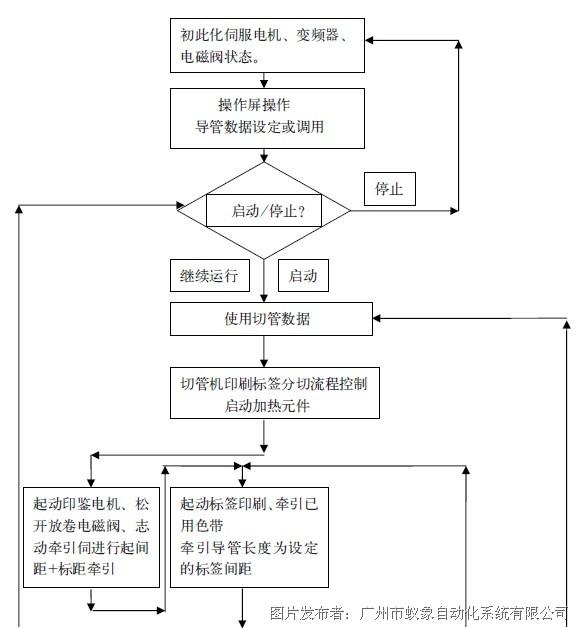
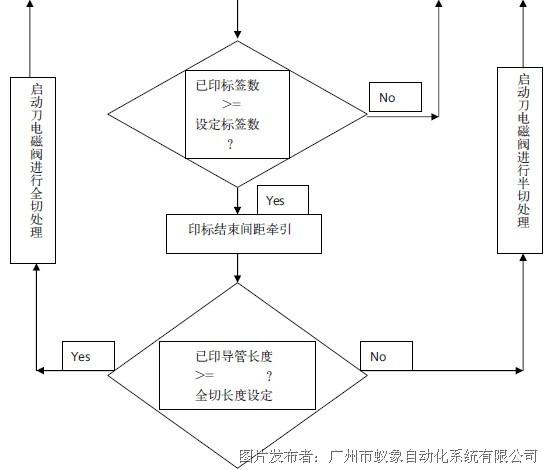
2.3 全自动印字切管机的工艺控制流程
3.方案确立
由于导管比较柔软在牵引过程中有较在的拉伸,在导管牵引后会造成标签印刷位置有较大的偏差,所以要求伺服电机起动与结束时都要有相当平稳的上升下降的线性加减速,用以避免导管的拉伸变型。由于s7-1200对伺服控制在这方面有较容易的设定与控制,所以决定使用S7-1200PLC控制器。事实上在实际的调试过程中,证实了这一选择的正确性。而且S7-1200的指令执行时间比以前型号S7-200要快得多,对整个控制过程提供了很好的动作响应。
4.产品硬件配置

该项目在电气控制系统中S7-1200使用了以下的硬件配置:
1.CPU CPU 1214C DC/DC/DC 实现两台V80伺服的控制以及控制开关,温度开关量的信号采集,变频器控制
2.DI16 x 24VDC / DO16 继电器型_1 开关量传感器信号采集,电磁阀输出控制
3.DI8 x 24VDC / DO8 x 继电器型_1 电磁阀输出控制、电机、加热元件输出控制
4.AO2 x 14 位_1 变频器速度给定
5.HMIKTP600 MONO PN
5.软件开发
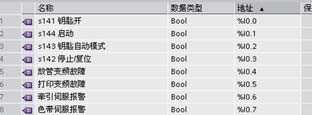
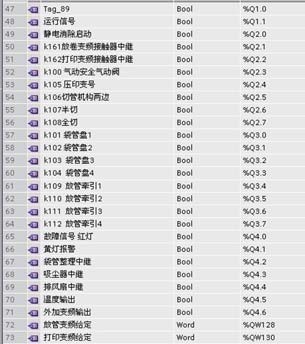
5.1数字量模拟量I/O分配分配表(如下图)


5.2 导管印标牵引的设计思路及主要的程序控制过程
在对伺服控制中首先要对PTO脉冲输出进行正确的设置,在本项目中必需对以下图所示的配置进行设置:

设定电机控制
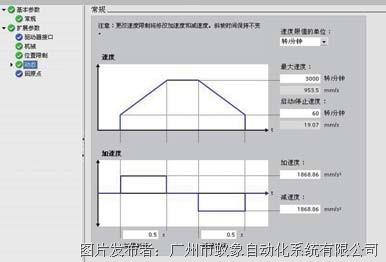
加速与减速设定
在此,我们对PTO输出使用了“MC_MoveRelative”定位指令。(如图)

对于导管的印刷标签与半切(对导管不切断,只是半切断状态)、全切(完全切断)的效果示意图如下:
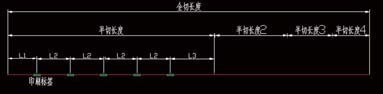
切刀位置与印刷头的位置如下图所示
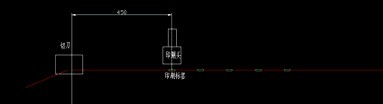
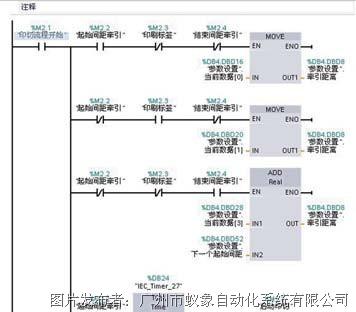
在本设备中要实现在正确的位置上进行对导管的半切与全切,侧必需进行将已牵引的长度进行记录,并与设定的标距进行一定的计算判断,才能使切刀能准确地切在应该切的导管上。首先:设标段起始间距为L1,标签间距为L2,设标段结束间距为 L3 半切长度为 Ln 全切长度为Lm 已印刷的导管长度为L 从图可知切刀口与印刷头间的距离为450mm,侧要进行半切时导管牵引电机已对导管牵引了以下长度: N = Ln + 450 mm侧要进行全切时导管牵引电机已对导管牵引了以下长度: M = Lm + 450 mm由此可得出判断半切输出的方法如下:将每次牵引的长度累加,得出已印刷导管的半切长度 Lp 而下一次将要牵引的长度设为Q时,侧: Lp = Q1 + Q2 + Q3 +…+Qn 当Lp + Q > N 时 进行刀口位置修正,牵引长度为 N – Lp, 然后停止印刷头进行半切处理。完成半切后进行印标修正,牵引长度为 Lp + Q –N ,然后启动印刷头,继续标签间距牵引。判断全方法如下: 将每次牵引的长度累加,得出已印刷导管的全切长度 Ls 而下一次将要牵引的长度设为Z时,侧: Ls = Z1 + Z2 + Z3 +…+Zn 当Ls + Z > M 时 进行刀口位置修正,牵引长度为 M – Ls, 然后停止印刷头进行全切处理。完成全切后进行印标修正,牵引长度为 Ls + z –M ,然后启动印刷头,继续标签间距牵引。在本项目中将全切与半切的判断计算,控制输出、导管的伺服牵引集中做成功能块FB1,并在FC1中调用以完成导管牵与切管的功能(如图)。

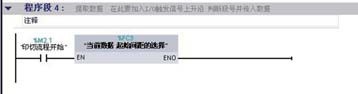
印刷标签、切管控制流程都是在FC1(印标控制)中完成,首先调用FC3获取各段的数据(如图),再判断伺服牵引导管状态,进行工作过程分配。
印标牵引过程分配
在这台机上使用了SIMATIC s7-1200 控制器后,使人有新技术革新的感觉。此次使用SIMATIC S7-1200,使公司对此产品的应用走在了前列,率先得到了应用经验、为未来设备品位提升走出了新路。
经过此发现编程软件上还是有此不尽人意的地方如:在使用编程软件监控的过程中,如果鼠标点到某位置时,当再次监控时会产生程序比较,导至运行较慢。甚至要重新下载才能监控。软件的快捷键需要同时按两个才生效,使编效率不高。如能在以后的版中得到改善就好了。




 投诉建议
投诉建议
提交

西门子 S7-1200 CPU

蚁象自动化 工业数据化采集柜
蚁象 7寸触摸屏-人机交互界面
S7-200 SMART 系统手册

怎样解决PLC控制系统抗干扰问题