


西安石油专用管项目管加工线非标设备低压电气成套设备
1.项目概述
本工程为宝鸡石油钢管有限责任公司西安石油专用管分公司30万吨石油管生产线项目,包括热处理线和一套检测系统。工程地址为:西安泾河工业园。环境温度-8℃~41.8℃,室外湿度:冬季72%,夏季68%。海拔高度:377.6m。
2、主要设备及工艺
2.1主要设备包括:台架,挡管器,对齐辊道,旋转托辊,步进梁,翻管器,车丝机,拧接机,水压机,称重测长设备,涂漆设备,无声链,成品打包机等。
2.2主要工艺:原料钢管由吊车放置到上料台架,再有挡管器、无声链、翻管器等设备运送到对齐辊道进行管端对齐,再有车丝机接料器接料,进行车丝,1#五工位检查,由拧接机对接箍进行拧接,然后送到水压机进行水压试验,对另一管端进行车丝,五工位检查,拧外保护环,拧内保护环,由称重测长设备对钢管进行称重、测长、打标、涂色环等工艺,继而送到涂漆设备进行涂漆,再经无声链床输送到成品打包设备进行成品打包。
3.自动化控制系统简介
3.1系统硬件配置
西安石油钢管有限责任公司管加工项目包括三条管加工生产线,每条生产线采用独立的西门子S7-300PLC作为主控PLC。由两级通讯网络组成:一级为PR0FIBUS-DP网络,实现PLC与操作箱、台内ET200远程站及变频器的数据通讯。主干网为工业以太网,为标准、开放的高速局域网,通过交换机连接管加工1#、2#、3#线系统、操作员站及其它单机设备的控制系统。通过工业以太网实现PLC与上位机的数据交换,通过DP/DP耦合器实现本系统PLC与第三方PLC之间的数据交换,构成满足全车间生产全过程的自动化控制系统。在Step7编程开发环境下设计编制PLC 应用程序。
3.1.1系统控制方式
该系统设两个控制模式的选择开关,第一个为就地/远程的选择开关,第二个为自动/手动/点动的选择开关。根据现场特点,操作人员可在现场操作台/箱及操作员站上操作。
自动操作方式:此种操作方式是当操作控制条件和工艺及设备连锁条件成立时,系统自动地完成工艺过程的控制(或动作)的控制操作方式。在该模式下:该整个系统的自动化程度最高。
手动操作方式:此种操作方式是当操作控制条件和设备连锁条件成立时,人工依照工艺顺序分别对设备进行各种操作。在该模式下,能够进行各种参数的调整,如辊道速度等参数;
点动操作方式:此种操作方式下按下按钮设备动作,松开按钮停止;在该模式下,能够进行各种参数的调整,如辊道速度等参数;
操作的优先级:依次为就地操作、远程操作。
3.2工控组态软件
本工程选用的WINCC作为上位操作界面。所用功能如下:
用户登录系统后进入监控界面,监控界面采用框架结构。界面标题区显示系统信息、登录用户等信息;左侧导航区显示相关功能导航按钮;右侧功能区显示相关具体的相关画面。
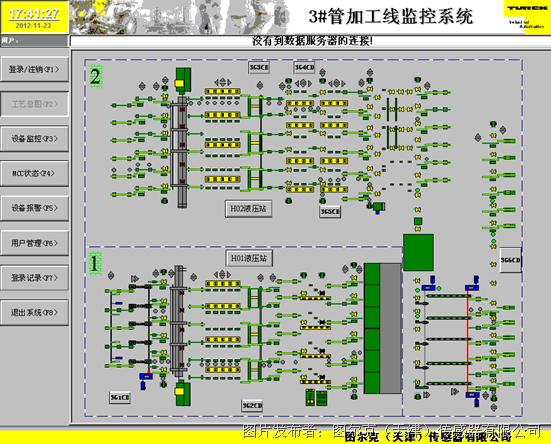
3.2.1工艺及设备监控总图
系统登录后首先进入系统工艺监控总图,在总图中可以实时显示如下信息:
◎ 整个车间的工艺及设备生产概况及节拍(包含进入每个第三方设备或其出入口物料数量)。
◎ 设备运行概况。
◎ 网络设备运行概况
◎ 通过点击系统总图中相应的功能区可以进入该功能区的详细监控画面。
3.2.2 变频器网络状态监视
此工程才用西门子S120系列变频器。才用现场总线的方式对变频器进行控制,一旦网络节点出现故障,监视系统以醒目的方式提供界面提示,并进行相关的故障记录。通过监控画面可以查看到相关网络节点设备参数信息。

3.2.3设备报警管理
通过报警监视画面可以得到每个现场实时报警信息。画面上显示设备状态的实时报警信息。如网络监视画面:当某一个从站出现故障时,在此画面上有指示,并且在报警界面中也有相应的报警信息。
4.本套控制系统的特点
4.1 全部设备由PLC控制,可靠性高。
4.2 正常状态下由于采用全自动生产工艺流程,因此可以节省人员成本,提高生产效率,节约资源。
5. 结论
在管加工系统中采用基于西门子PLC与数据采集监控软件WinCC设计的控制系统,自2012年5月系统投产以来的运行结果表明,系统实用效果显著、运行可靠、调整方便、手自动之间实现切换灵活。可以最大限度的节约资源,并使系统处于可靠运行的状态,具有很好的应用前景。




 投诉建议
投诉建议
提交

图尔克 带文本显示的流量传感器FS101

欢迎关注图尔克微信视频号

图尔克智能I/O状态监测:为包装行业降本增效
图尔克祝您新年快乐,幸福安康!

图尔克抗焊接火花连接技术