


贝加莱运动控制技术在多轴向铺纬经编机中的应用
1 引言
伺服系统是用来精确地跟随或复现某个过程的反馈控制系统,又称随动系统。在很多情况下,伺服系统专指被控制量(系统的输出量)是机械位移或移动速度、加速度的反馈控制系统, 其作用是使输出的机械位移(或转角)准确地跟踪输入的位移(或转角)。
贝加莱伺服控制系统由于其优越的性能,已被广泛地应用于纺织、包装、机器人、塑料、风能、印刷、治金、半导体等行业。

贝加莱伺服驱动器采用模块化设计,支持高速以太网协议PowerLink,通讯循环周期仅400us,控制循环仅50us,适合于高速、高精度的控制场合。
除了简单的运动控制外,还拥有强大的多轴控制功能,包括电子齿轮、电子凸轮、任意曲线跟随和CNC。主轴信号可取自编码器、某些传感器、数学模型计算值等。
拥有强大的集成软件平台Automation Studio的支持。该平台集编程、调试和测试于一体,支持梯形图、结构化文本、Basic和C语言编程;支持联机调试和仿真调试;支持在线数据采集分析(示波器功能)。
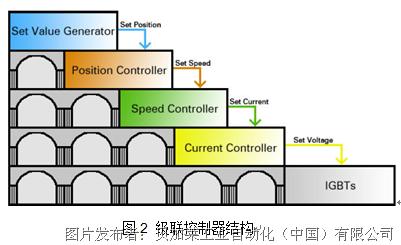
在机械加工过程中,高标准的伺服控制器对于精度、质量和动态性能有着致关重要的作用,这就意味着控制理念和控制器的设置将起决定性的作用。
级联控制器(或称串级控制器)概念是贝加莱伺服驱动系统的技术精髓,位置闭环控制器、速度闭环控制器、电流闭环控制器是级联的,按照设定值工作。因此,在级联控制器系统中,较高一级控制器的输出变量成为了较低一级控制器的设定值(例如,位置闭环控制器输出的设定速度决定了速度闭环控制器的设定值)。
2 多轴向铺纬经编设备概述
经编工业是针织工业的一个重要组成部分,由于其织物具有独特的性能以及生产高效率而得到快速发展。随着现代自控技术的发展,特别是伺服控制技术的突破,越来越多的自控生产机械摈弃了机械凸轮,采用了无轴化设计,大大地提高了生产效率。现代电子经编机的设计也顺应了这一时代潮流。
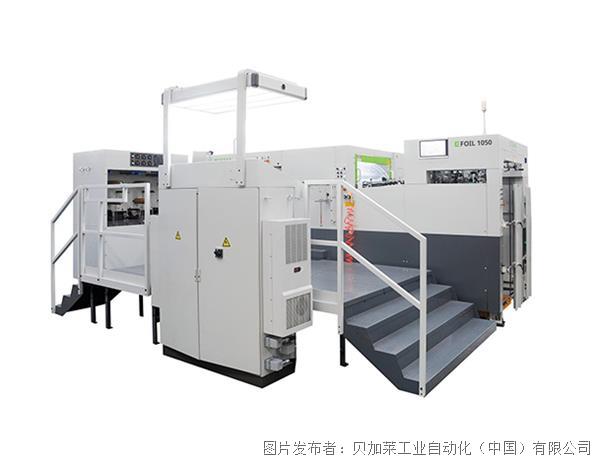
多轴向铺纬经编机作为经编机中的高端机型,其复合织物可用于航空航天、兵工、造船、汽车、建筑、风电等行业,前景非常广阔。多轴向铺纬经编机机械结构复杂,控制难度高。国外设备一套售价需要人民币一千万元以上,而且由于其织物可用于多种敏感行业,国外对该设备出口管控严格。
如图3所示,多轴向经编机由电子收卷(EFA)、电子牵拉(EWA)、电子送经(EBC)、铺纬系统等几大部份组成。该设备配置了14个轴的伺服控制系统,包括主轴、链条轴、托布轴、铺纬系统(每套有X、Y两轴组成,共3套6个伺服轴)、送经(3轴)、牵拉轴、收卷轴。运动控制技术用到了电子齿轮、电子跟随、CNC。该多轴向铺纬经编机的控制系统如图4所示。下面主要介绍电子送经及铺纬系统的控制原理。


2.1 电子送经系统
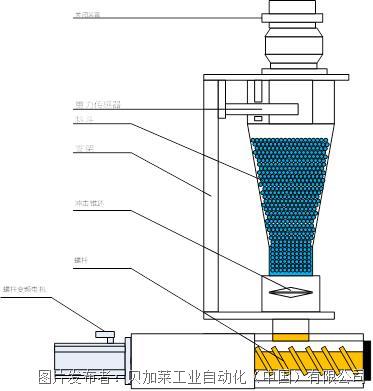
电子送经机构作为现代高速经编机重要部分之一,具有操作方便、精度高、重现性好、噪声低、机速快等优点。电子送经需要配合主轴的成圈机构精确、稳定地送出所需纱量,完成对铺设好的纬纱进行缝纫。由于盘头退绕造成直径不断减小,为保证送纱线速度不变,需要可靠地计算当前的角速度,并且要在高速送纱的过程中,实时变更控制参数,否则就会造成崩纱。这就对运动控制系统的响应时间提出了较高要求。这里使用了贝加莱的从轴跟随技术。

如图5所示,电子送经系统主要包括以下环节:
① 测长罗拉;
② 伺服驱动器;
③ 伺服电机;
④、⑤ 传动装置。
通过对送经原理的分析,发现系统控制算法的自变量不是时间,而是经轴纱线卷绕外径,也即外周长的变化。
所采用的算法基于以下原则:在一定的主轴速度下需要消耗的经纱长度与相应的经轴送经速度下的绕纱长度相等。间接计算法则假设纱线均匀地逐层缠绕在经轴上,而经轴当前纱绕外周长与经轴退绕圈数成线性关系。
由分析得出:利用新经轴上机时输入的经轴满卷时纱绕外周长Cmax、经轴空绕时外周长Cmin、经轴满卷时纱绕总圈数W等参数和每一周期内经轴的退绕总圈数Zi,按照一定公式可实现对经轴电机当前转速设定值Nbmi的计算,而其中的Cmax和W值则可直接从整经工艺中获得。
2.2 铺纬系统
2.2.1 铺纬工艺简介
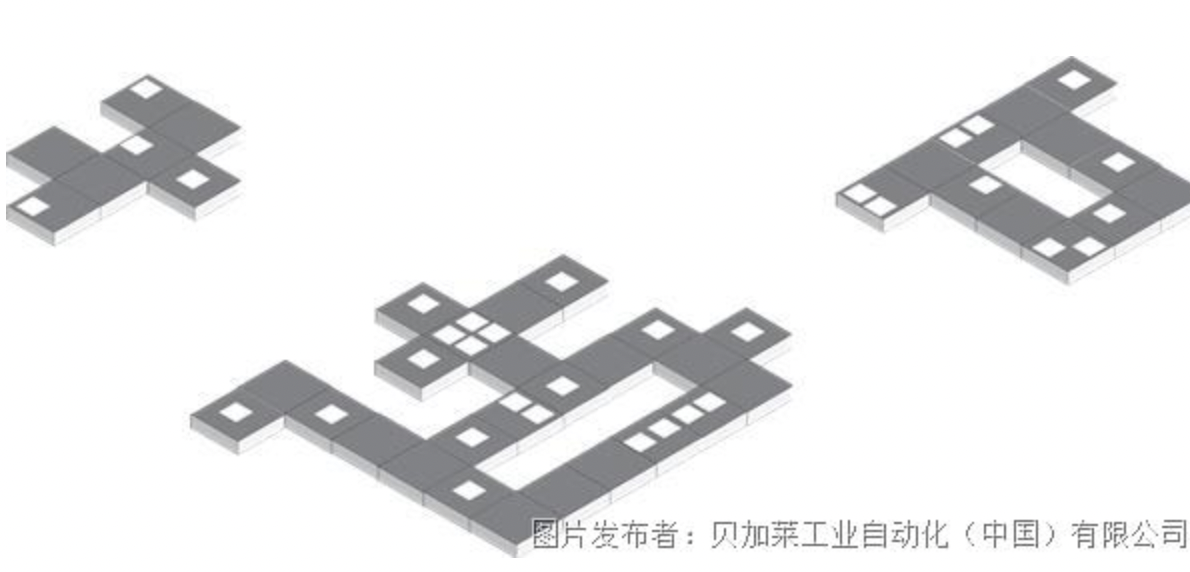
铺纬系统是多轴向铺纬经编机的核心系统,也是整机的控制难点所在。设计要求是每组铺纬器要分别在运行的轨道上动态地完成不同角度(三组铺纬器可分别设置从±45度到90度的角度)的纬纱铺设,如图6所示。铺好的纬纱输送至机头完成缝纫。这里使用了CNC数控技术。

2.2.2 铺纬运动轨迹概述
完成一次铺纬动作称一个铺纬周期,在左、右二个导轨的铺纬使用的时间相同,但铺纬轨迹不同,因此二个铺纬周期称为一个铺纬循环。
在一个铺纬周期中,有不同方向的机械运动,也有停等时刻,它们所需时间可以合理分配时钟脉冲数来度量,如压纱板抬起的动作,若分配的时钟脉冲少了,那未压纱板还未抬起,小车就移动了,这样压纱板会打坏纬纱钩;若分配的时钟脉冲太多,因为一个铺纬周期的时钟数是固定的,其他动作分配的时间就少了,影响其他动作,因此必须统筹分配。
一个铺纬周期的时钟脉冲数随密度、铺纬宽度而变化,如极限条件T=2865.12脉冲/周期;常规条件T=8595.36脉冲/周期。为了使控制模型简化,一般在极限条件下尽可能地合理分配各动作的时钟脉冲数,使其能基本正常工作,并将它折算成百分比,对于不同铺纬周期的时钟脉冲数,按此比例来进行分配。
3 结束语
该设备投产后,经实践检验,各方面技术指标均达到了设计要求,并通过了部级科技成果鉴定。有关认证结论为:该经编机的研制成功,填补了国内高速幅宽多轴向经编机的空白,整机性
能达到国际先进水平。该成果获得中国纺织工业协会科技进步二等奖、江苏省科技进步三等奖、常州市科技进步一等奖。
参考文献
[1] 敖荣庆,袁坤. 伺服系统, 航空工业出版社, 2006-8.
[2] 张琦, 汤友章. 经编机电子送经反馈控制及误差分析, 针织工业, 2006(8), 34-36.
[3] LIBA. Tricot Machine with Multiaxial Weft Insertion. Copcentra Max 3 CNC, 2008.
作者简介
李宁波 (1980~),男,贝加莱工业自动化( 上海)有限公司 技术部 技术支持工程师。




 投诉建议
投诉建议
提交
ACOPOS 6D-装配生产新模式
高品质烫金烫出金字招牌

机器制造商:软件视角的系统选择策略
一个软件,多种机型-称重软件整体规划提升出机效率
世界级的采煤装备-来自贝加莱的支持