


意美德PLC应用之 PLC在电解机床上的应用
意美德PLC应用之 PLC在电解机床上的应用
一、电解加工简介
电解加工是利用金属在电解液中产生阳极溶解的机理实现对金属零件加工的,加工时工具阴极与零件不接触,所以工具阴极不损耗;同时,对材料的强度和韧性也没有要求。电解加工表面质量高,没有残余应力;电解加工效率很高,大约是机械加工的数倍到数十倍。
二、加工方式
⒈ 常规加工1(连续加工)
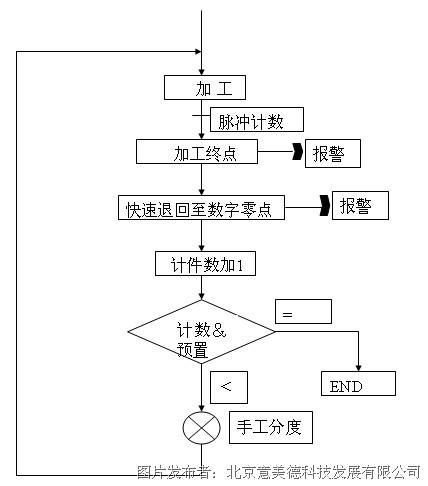
该加工方式是连续加工方式中的一种最简单应用。整个加工过程中只需要加工位置点和加工终点。当电极处于加工位置时,开始加工;电机处于加工终点时,开始快速退回至加工位置,此时计件数加一;再进行计件数与预置数比较,若小于则退回到加工状态继续循环加工,若大于则结束整件产品的加工。
⒉ 常规加工2(部分间歇加工)
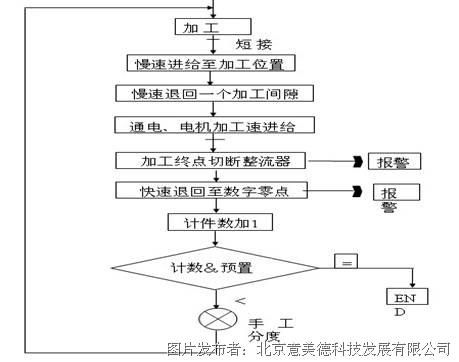
该加工方式是下面正向间歇加工方式中的一种简单应用,用以满足连续加工。整个加工过程中需要加工零点、加工位置点和加工终点。加工顺序为:当电极处于加工零点时,开始分度;分度完毕后,开始加工,此时主轴慢速送进至零件表面,再退回一个初始间隙,然后打开整流器,送进速度改慢速为加工速度;当电极处于加工终点位置时,开始退回至加工零点。
⒊ 正向间歇加工
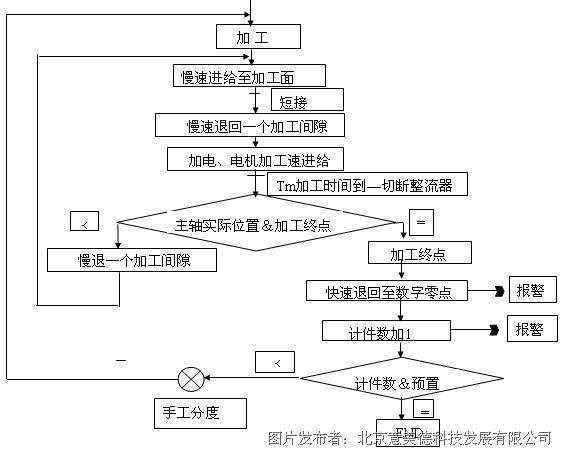
该加工方式是获得较高精度的电解加工的方式之一。效率很低,但复制精度很高,也有很高的利用价值。整个加工过程中需要加工零点、加工位置点和加工终点。加工顺序为: 当电机处于加工零点时,开始加工,此时主轴慢速进给至加工表面;当电机与工件短接时,主轴慢速退回一个加工间隙后开始通电加工,加工时间到,切断整流器;进行主轴位置与加工终点位置的比较,小于则退回一个冲刷间隙后,回到加工状态,若等于则进行加工终点的报警,同时快速退回至数字零点并报警提示可以分度,计件数加一;再进行计件数与预置数比较,若小于则分度完毕后回到加工状态,若等于则结束整件产品的加工。
⒋ 反向间歇加工

该加工方式也是获得较高精度的电解加工的方式之一。整个加工过程中需要加工零点、加工位置点和加工终点。加工顺序为:当电机处于加工零点时,开始加工,此时主轴慢速进给至加工表面;当电机与工件短接时,主轴慢速退回一个加工间隙和一个冲刷间隙后,主轴慢速进给至加工间隙位置开始通电加工,加工时间到,切断整流器;进行主轴位置与加工终点位置的比较,小于则回到主轴慢速退回一个加工间隙和一个冲刷间隙的加工状态上,若等于则进行加工终点的报警,同时快速退回至数字零点并报警提示可以分度,计件数加一;再进行计件数与预置数比较,若小于则分度完毕后回到加工状态,若等于则结束整件产品的加工。
三、硬件配置
FPG-C32T2
FPG-COM3
FPG-PP11
PWS-3700
5相步进驱动及电机
海德汉光栅尺
四、系统功能说明
以下是人机界面上的主控画面:

通过在人机界面上选择不同的加工模式,PLC系统自动调用选用加工模式的各种参数,PLC控制完成以上四种加工方式的加工,并且监控系统运行过程中的各个参数,包括报警信息等等。报警信息有历史记录,方便对系统故障进行分析。

为了保障机床的最终加工精度,控制系统有两种加工方式,开环控制方式和闭环控制方式。开环控制方式由PLC控制系统根据加工参数控制驱动系统运动,同时为了保障精度,通过程序对机械部分进行反向间隙进行补偿控制。闭环控制方式是在机械部分增加了光栅尺反馈,由光栅尺决定最终的定位位置,使控制精度得到进一步提高。
由于在加工过程中不停的加入电解液,电解液电解后使得现场环境比较差,空气腐蚀性比较强,因此电气柜中增加机载空调,使电气柜内部形成密闭环境,以防止元器件受腐蚀老化,增加系统的可靠性。
五、总结
通过对机床的电气部分进行改造,增加了设备的加工方式和控制的灵活性,并且系统运行稳定,得到用户好评。




 投诉建议
投诉建议
提交

意美德 MOTEC混合式步进电机与驱动器

MOTEC α HLD 系列智能伺服驱动器
MOTEC SD388B-C001三相智能步进驱动器

意美德 TRIO MC206数字运动控制器

意美德 CNC数控PCB钻铣床系统