


PACSystems冗余控制系统在内蒙久泰能源输煤系统的应用
PAC冗余控制系统在内蒙久泰能源输煤系统的应用
应用背景
近年来,随着环境的日益恶化及人们对于环境保护意识的加强,人们对于洁净的空气要求越来越高。做为汽车尾气污染的解决方案,企业提出了各种新兴产品来体态传统的汽油柴油等。目前市面上应用较多的是甲醇掺烧汽油及二甲醚等等。
在北美和西欧,甲醇掺烧汽油得到广泛的应用,在我国,四川省已出台M15的地方标准,山西省全甲醇汽车已研制成功,并在山西省全面试点。全甲醇汽车开始批量,计划在山西和安徽省推广使用。甲醇工业在国内发展十分迅速,目前中国的甲醇产量已经跃居世界第一位。
甲醇是工业附加值较低的化工产品,低成本是该类产品的竞争核心,也是甲醇生产企业的重要竞争策略。与目前国外主流的以天然气为原料的生产工艺不同,我国的大部分甲醇生产以煤为原料,气化装置规模有限和占地面积大的天然缺陷制约这甲醇生产装置向大型化发展。随着煤炭价格的日益高涨,对原本具有价格优势的煤基甲醇产生重大影响。在煤制甲醇的企业,对于设备的稳定和可靠提出更高的要求。
二甲醚是一种具有战略意义的新型清洁替代能源,用途非常广泛,可以作为民用燃料、车用燃料和工业用燃料,具有安全、环保、成本低等优点,是适合我国替代能源发展的首选产品。在我国“富煤、少油、有气”能源结构的基本现状下,充分发挥我国煤炭资源丰富的优势,发展汽油、柴油的替代燃料二甲醚,对实现我国能源多元化战略,保障我国能源安全和环境,具有重要的现实意义和深远的历史意义。
久泰能源集团创建于2002年,主导产品为二甲醚和甲醇,是国家级高新技术企业和新加坡主板上市企业。经过几年的发展,已形成年产130万吨甲醇、110万吨二甲醚的生产能力,是目前世界上产能最大的二甲醚生产企业。
久泰能源在内蒙古投资的年产100万吨甲醇10万吨二甲醚项目是采用煤碳为原材料的,因此煤炭的运输和储存的稳定性要求极高。本套输煤系统要同时为电厂及煤浆制备提供原料,控制系统必须保持不能中断。
客户需求
本项目中现场设备十分复杂,包括皮带机、碎煤机、叶轮给煤机、环形给煤机、犁煤器、筒仓、除尘器、除铁器、电动三通四通等。用户要求对应设备的IO模块必须位于设备附近。在满足对设备的控制要求前提下,还必须保证现场工作人员的安全。
解决方案
输煤控制系统由一台工程师站及三台HMI操作站和冗余的RX7I PLC主站和多套RX 3I模块构成的子站组成。系统的网络机构图如下所示:
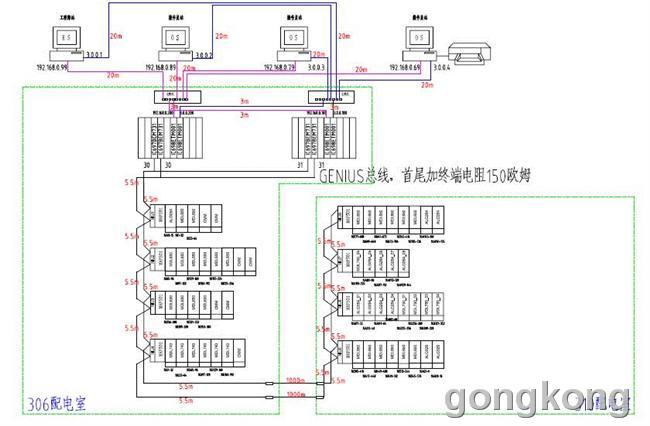
为了保证上位机通讯的可靠性,工程师站及HMI操作站与PLC控制器之间,通过冗余TCP/IP以太网进行通讯。每个系统机架上都配置两块独立的以太网模块,分别设置不同网段的IP地址,同时连接到两组交换机。上层的工程师站及HMI操作员站也配备了冗余的网卡,可以分别采集每个机架上的数据。这种完全冗余的网络配置,大大降低了因为通讯中断而导致的生产事故。
控制器的冗余是由两套 CPU控制器(IC698CRE030)和冗余通讯模块(IC698RMX016)组成,主控制器通过冗余通讯模块与其备用控制器和I/O系统的通讯实现其热备冗余功能,当主控制器或通讯出现故障,所有控制功能将自动地平稳地切换至备用控制器以确保工艺装置正常运行。
系统内部处理器与I/O模块的通讯采用了GE智能平台的Genius总线,通过Genius总线控制器模块(IC697BEM731)为RX7I 提供Genius I/O总线的接口控制八组RX 3I I/O子站。每个子站通过Genius总线通讯接口单元(NIU)与处理器交换控制数据和采集的现场信号。通讯总线以及I/O节点状态等信息也可以通过在线诊断确定并向操作员报告诊断结果。
为方便现场设备的接线,I/O子站是分别放置在相距达一公里的两个配电室。这样的距离远远超出了总线的通讯距离,为了实现对310配电室的I/O模块的数据采集和控制,这个项目采用了光纤通讯。两个配电室之间采用光纤和中继器连接,通过对参数的设置,完美的实现了远程I/O子站的通讯。
程序设计
输煤控制对于流程的先后顺序有严格的要求,启动后续设备必须要求相关设备准备好,否则会造成煤炭在皮带或者其他设备堆积,影响生产或者造成设备损坏甚至威胁现场工作人员的安全。在久泰输煤系统,设计了自动和手动启动和停止。如果选择自动,系统会确定各个设备状态并且逐一启动或者停止。选择手动时候,如果后续设备没有准备好,则无法选择对应的设备,保证不会有误操作。
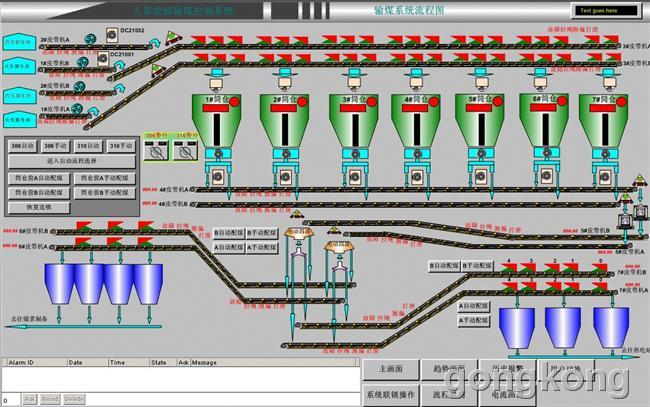
为了安全和避免误操作,对所有设备的启停均以弹出式操作面板表示,如果想启动某设备,点击流程图画面上的相应设备,弹出操作面板,然后才能在操作面板上进行操作,并且面板上有相应设备的状态反馈。
下图是胶带输送机的画面。通过HMI启动或者停止皮带时必须在远方操作位,并无故障信号;系统跑偏,拉绳开关没有动作,以及与该皮带相关的三通、四通和破碎机的状态正确。当皮带发生以下状况之一停止:紧急停止按钮启动、拉绳开关动作、皮带严重跑偏(跑偏联锁没有解除)、皮带严重打滑(欠速联锁没有解除)、皮带纵向撕裂(撕裂联锁没有解除)、皮带前端设备停止。
下图是破碎机的控制画面。通过HMI启动或者停止碎煤机必须保证设备处于远方操作位,并无故障信号,并且5号皮带状态正确。

下图是环形给煤机的控制面板。通过HMI启动或者停止环给机必须保证设备处于远方操作位,并无故障信号,与环给机相关的4号皮带必须处于正确的状态。

下图是叶轮给煤机控制画面。启动叶轮给煤机必须保证设备处于远方操作位且汽车卸煤皮带或者火车卸煤皮带至少有一个处于运行状态。
下图是筒仓状态显示画面。可以通过画面设定筒仓料位,当料位达到设定至会自动停止加煤。
筒仓上方皮带上的犁煤器控制画面。当选择自动配煤时候,程序会将7组犁煤器按照组内小循环,组间大循环的方式为筒仓加煤。当需要手动配煤是,可以现场控制。
下图为脉冲袋除尘器控制画面。
下图为电动三通控制画面。
下图为电动四通控制画面。

实施结果
1. 本项目中通过处理器及网络的冗余,保证了生产的正常进行,大大降低因系统故障down机时间。
2. 通过光纤通讯的方式,解决了远程I/O子站的通讯和控制。面板式的画面减少了操作人员的误操作,保障了生产的安全。目前系统已经投用将近两年,用户反映良好,给予了高度的评价。




 投诉建议
投诉建议
提交

PACSystems及触摸屏在膨化机控制系统改造中的应用
钢铁行业MES 解决方案——轧钢篇

GE 智能平台宣布PAC8000控制器提供DCS功能及增加PPS系统的灵活性

2016年通用电气—英华检测工业CT高级论坛
中国第一套农机行业MES