


意美德PLC应用之 PLC在真空炉上的应用
引言:真空炉主要用于汽车发动机、航空发动机的叶片浇注,防止氧化,保证叶片在高温下保持比较高的强度
一、真空炉浇注主要采用以下两种生产工艺
1、自动真空熔炼工艺:
1.将自动/手动开关KS1切换到自动位置。将炉体开关KS2切换到Ⅰ#炉。将真空/氩气开关KS3切换到真空位置。
2.系统送电。按下S06启 H03灯亮。按下S30启动中频电源主回路, H39灯亮。按下S01启动机械泵H-70, H01 H05灯亮 (H05在故障时为快闪光状态),此时V0阀随H-70泵的启动而自 动 打开,H36灯亮。其他阀均处在关闭壮态。
3.用双手同时按住S9和S10使模台T1上升,撞到上限位S39时,上限位指示灯H19亮。即刻松开双手。此时手动按下Ⅰ#自动按钮S43, H37 灯亮,使Ⅰ#炉进入全自动状态。
4. 首先真空阀V1自动打开,H09灯亮,运行时H11为慢闪光。开到位后H11为常亮。(H11在故障时为快闪光)。炉体开始抽真空。待S39延时2秒后接通K4使溢流阀DT0得电。
5. 真空抽到30mbar时膜式开关TRO动作,H30灯亮,罗茨泵ZJP600自动启动。H02 H07灯亮。(H07在故障时为快闪光)。
6. 当真空抽到5×10-2mbar时,真空表TR1发出指令:H23灯亮。延时2秒后 ,K07吸合中频开始自动加热,H43灯亮。加热到所设定的时间时K07断开。中频自动加热停止。
7. K07断开后,真空阀V1自动关闭到位,罗茨泵ZJP600自动停止运行。 同时使破空阀V5 自动打开。H17 H15 灯亮。
8. 当P时用双手按住M1电接点真空压力表真空指示到1000mbar时,H27灯亮。此时使模台T1 自动下降,当撞到下限位S40 时,H21 灯亮。 这时 语音芯片XH1发出语音提示“进入下一道工序”。至此一个熔铸周期结束。
2、自动氩气保护熔炼工艺:
1.将自动/手动开关KS1切换到自动位置。将炉体开关KS2切换到Ⅰ#炉。将真空/氩气开关KS3切换到氩气位置。
2.系统送电。按下S06启动液压站, H03灯亮。按下S30启动中频电源主回路, H39灯亮。按下S01启动机械泵H-70, H01 H05灯亮(H05在故障时为快闪光壮态),此时V0阀随H-70泵的启动而自 动 打开,H36灯亮。其他阀均处在关闭壮态。
3.用双手同时按住S9和S10使模台T1上升,撞到上限位S39时,上限位指示灯H19亮,即可松开双手。此时手动按下Ⅰ#自动按钮S43, H37 灯亮,使Ⅰ#炉进入全自动状态。(注:以上1. 2. 3项均为手动操作)。
4. 首先V1阀自动打开,H09灯亮,运行时H11为慢闪光。开到位后为常亮。(H11在故障时为快闪光)。炉体开始抽真空。待S39延时2秒后接通K4使溢流阀DT0得电。
5. 真空抽到30mbar时膜式开关TRO动作,H30灯亮,罗茨泵ZJP600自动启动。H02 H07灯亮。(H07在故障时为快闪光)。
6. 当真空抽到5×10-2mbar时,真空表TR1发出指令:H23灯亮。延时2秒后关闭V1和停止罗茨泵ZJP600的运行。
7. 待V1关闭到位后发出指令:V3充氩阀自动打开,运行时H13慢闪光。到位时H13灯常亮。向炉内开始充氩。
8. 氩气充到40mbar时H29灯亮TR3发出指令:在关闭V3充气阀的同时,K07吸合中频开始自动加热,H43灯亮。加热到所设定的时间时,中频自动加热停止。
9. 中频自动加热接触器 K07 断开的同时:使V5 阀自动打开破空。H17 H15 灯亮。
10. 当PM1电接点真空压力表真空指示1000mbar时发出指令:使模台T1 自动下降,当撞到下限位S40 时H21 灯亮。并发出指令:XH1 语音提示“进入下一道工序”。至此一个熔炼周期结束。
两种浇注工艺在一个周期内自动控制,系统也可以切换到手动模式进行手动操作
二、系统配置
此系统采用西门子S7-300系列PLC,带有DP接口,并配备数字量I/O和模拟量I/O,PLC完成互锁控制,保障安全生产
人机界面采用台湾斯美特12.1寸彩色触摸屏,并通过DP总线和PLC通讯,交换工艺参数,监控设备状态。
三、部分控制界面图片
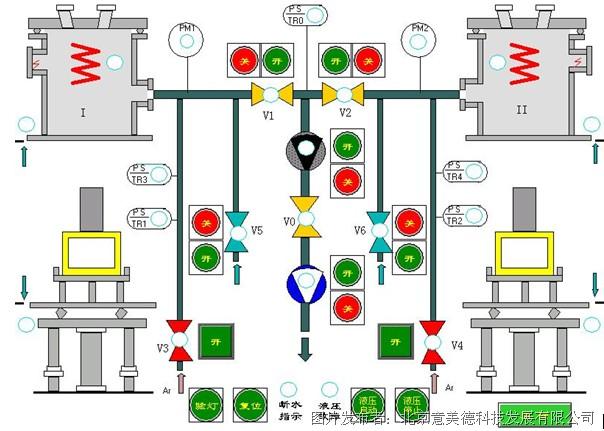
图一:控制界面
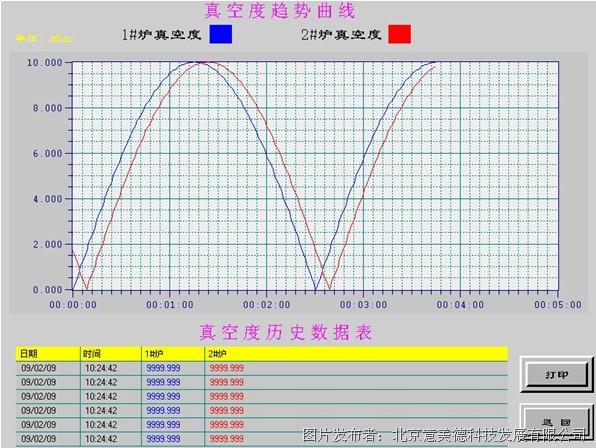
图二:真空度监视界面
四、结束语
由于真空炉采用自动化控制,温度控制、时间控制、真空度控制更加准确,保证了产品的质量,减少操作的复杂性,提高了设备的可靠性。




 投诉建议
投诉建议
提交

意美德 MOTEC混合式步进电机与驱动器

MOTEC α HLD 系列智能伺服驱动器
MOTEC SD388B-C001三相智能步进驱动器

意美德 TRIO MC206数字运动控制器

意美德 CNC数控PCB钻铣床系统