


MOTEC智能伺服在内置温控功能的平板打印机上的应用
MOTEC智能伺服在内置温控功能的平板打印机上的应用
下面是MOTEC智能总线式低压伺服,替代传统PLC+伺服结构的平板打印机辅助控制系统的解决方案。该方案内置温度控制,具有成本低,系统集成度,稳定可靠等优点,在平板打印机领域具有良好的市场前景。
平板打印机(又称万能打印机)是近几年来在国内兴起的一种广告印刷和打印设备,其核心是利用EPSON,武藤等厂商生产的大中幅面喷墨打印机,通过将其卷轴形式的走纸机构进行改造,实现在任何平板介质上进行平面打印的一种打印设备。
平板打印机的改装网上已经很多介绍,从整体结构来看,无外乎增加了一套Y轴位移控制装置,利用EPSON喷墨打印机机头(以下简称墨车)为X轴,利用搓纸电机信号控制Y轴水平移动(可墨车移动,也可打印介质移动),配合墨车往复工作,实现平板打印。传统的控制结构为PLC(或者单片机)+伺服(或者步进)+触摸屏(或者文本控制器),如下图所示。
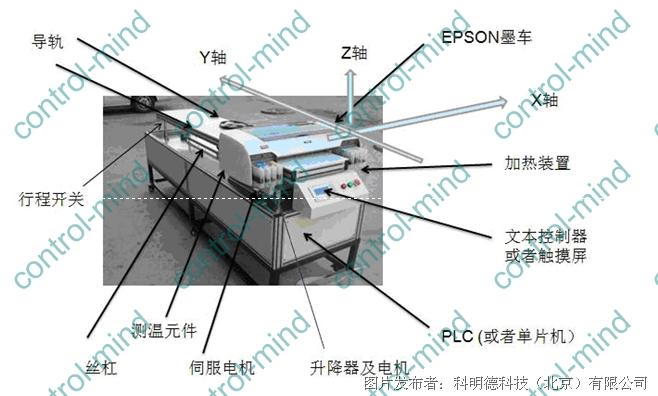
一般情况下还需要增加一套加热装置,实现对打印表面进行加热烘干处理,这就需要增加温度检测,并采用专用的温度控制器实现对加热元件的闭环控制,或者在PLC内部采用PID控制,通过继电器输出,控制加热元件的工作,实现温度闭环控制。
为了增强打印机适应打印介质材料的能力,安装在导轨上的墨车上还应该具有在垂直方向任意调整高度的功能。这一功能一般采用直流电机或者步进电机来实现。所有上述功能一般都以PLC作为中央控制器来实现,需要连接伺服驱动器,步进驱动器,触摸屏等到PLC,系统结构相对比较复杂。
本文主要阐述了采用一种内置温控功能的智能伺服驱动器完成平板打印机改装的控制系统解决方案,利用智能伺服的内置温控模块,以及运动控制模块完成平板打印机改装过程中所需的温度控制、Y轴位置控制和其他I/O逻辑控制,节省了PLC(或单片机)的硬件成本,系统结构更为简单,也更为稳定可靠,具有较好的市场推广价值。
如上图所示,完成平板打印机改造所需要的部件清单主要包括
l 墨车(EPSON,武藤等)
l 丝杠
l 导轨(包括滑块,支架以及螺母等)
l 步进电机或伺服电机(行星减速器选装)
l 步进驱动器或伺服驱动器
l PLC或者单片机
l 文本显示器或触摸屏
l 丝杠升降器及电机(直流电机或步进电机)
l Y轴和Z轴限位开关
l 温度检测(热电耦或热电阻)
l 加热元件
以下为传统的平板打印机控制结构图:

通过将打印机的搓纸电机控制信号(一般为正交脉冲信号)引出,接入控制器(PLC或者单片机),通过要通过加装限位开关接入打印机的检纸信号输入,骗过打印机,认为有纸,打印机开始打印,每走一个打印行程,打印机输出一个脉冲信号,命令搓纸电机走纸,将这一信号用于控制控制Y轴的伺服或者步进,驱动打印机或者打印介质位移一定的距离(这一距离根据不同机型要进行计算比例换算参数K),配合墨车完成平板打印作业。
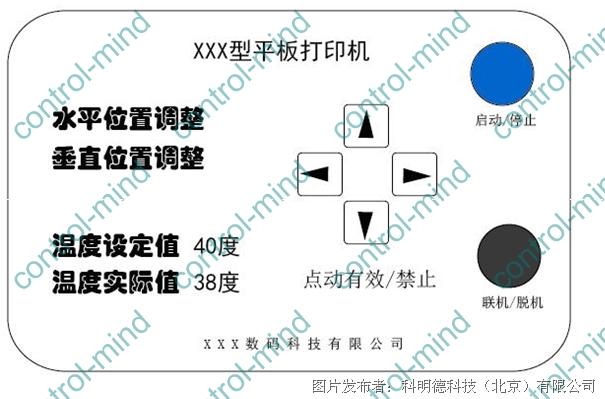
触摸屏上和按钮主要用于控制打印的位置,可进行Y轴的手动、点动,定位移动;还可以通过按钮和触摸屏控制打印机的高度,以适应不同的打印介质;如安装光电传感器也可以实现自动高度调整,高度设定值可在触摸屏上设定。触摸屏上可实时显示Y轴的具体位置以及打印机的高度数值。同样,利用触摸屏可以设定温度控制的设定值,并实时显示温度实际值。
传统系统采用PLC和通用伺服,配合触摸屏以及开关按钮构建平板打印机辅助控制系统,具有较强的灵活性,但系统构成相对复杂,成本也较高,PLC或者单片机内部需要编程,系统节点也较多,造成潜在的不稳定性。
智能伺服是目前欧美流行的总线型、内置运动控制器、具有可编程特性的新型运动控制产品。MOTEC智能伺服于2008年开发成功,推向市场并在包装、光学平台等领域取得成功应用。由于平板打印机辅助控制系统相对独立,I/O点数也较少,控制逻辑并不复杂,因此非常适合采用智能伺服进行控制。今年2月,我们采用400W MOTEC智能伺服,与北京某平板打印机厂商合作,将智能伺服技术应用到平板打印机辅助控制系统上,充分发挥其内置控制器的作用,一方面显著降低了系统成本,提高了控制系统的集成度,更重要的减少了系统节点的数量,提高了系统运行的稳定性,下图为采用智能伺服产品后,平板打印机辅助控制系统的结构:
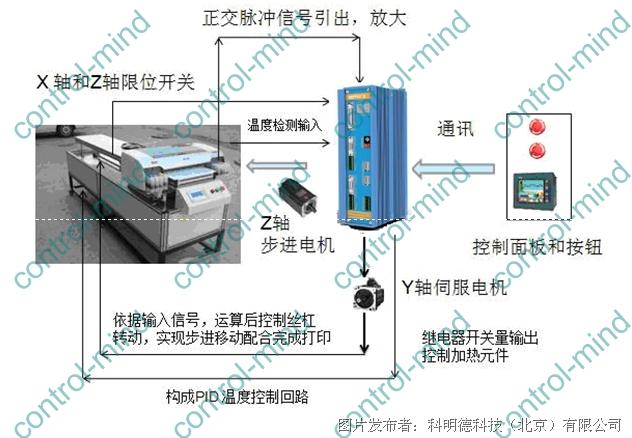
从图上可以看出,采用智能伺服后,系统结构简化,不再需要PLC(或单片机),智能伺服驱动器可以直接和触摸屏(或者文本控制器)通讯,开关按钮以及现场限位开关可直接接入智能伺服的I/O接口。按北京某厂商测算,之前考虑采用台达伺服(400W)+三菱PLC,伺服电机+伺服驱动器+5寸触摸屏三项硬件成本预计超过四千元;改用智能伺服后,所需要硬件为 400W伺服电机+MOTEC智能伺服+5寸触摸屏,每套节省成本超过1000元。
从技术参数上看,智能伺服所用伺服电机为配备2500线增量式编码器的高性能永磁同步伺服电机,和目前多家采用的台达伺服电机相同,定位精度完全可以保证。另外,由于采用了高集成度的系统结构,搓纸电机的信号不再通过PLC处理后送到伺服驱动器,系统响应速度较采用PLC也得到明显提高。
针对大型的双Y轴驱动型平板打印机,可采用双轴型智能伺服产品进行系统构建,双轴MOTEC 内置两轴完全独立的伺服驱动模块,但它们又处于同一设备的数据总线上,和控制模块融为一体,因此两轴的同步性能较采用PLC进行协同工作的方式得到大大提高,如下图所示。
根据上述系统结构,前控制面板由触摸屏(5寸或7寸)加上电源开关、紧急停止开关等构成,触摸屏上的功能程序主要包括如下几项
1、 启动/停止
2、 联机/脱机
3、 水平方向位置调整
4、 垂直方向位置调整
5、 温度设定值设定和实时温度监测
6、 水平和垂直方向点动
系统的工作流程和逻辑如下:
1、 按下“启动/停止”按钮可以在启动和停止状态切换——这里的停止主要是控制水平方向停止运动,无论打印机光栅脉冲输出是否有信号过来;为了防止打印机不断往复喷墨而水平方向不运动的情况,此启动/停止信号应通过I/O输出一个DO信号,控制打印机头的启停
2、 启动后,系统默认处于脱机状态,这时可进行如下操作
l 当点动有效时,可通过四个方向按钮,对水平和垂直方向进行点动
l 可设定温度设定值(温度实际值只能实时显示)
l 按下水平位置调整,可在水平行程范围内输入任意数据,确认后,移动到水平方向的相应位置
l 按下垂直位置调整,可在垂直行程范围内任意输入数据,确认后,移动到垂直方向的任意高度
3、 按下“联机“按钮后
l 除了“脱机/联机“按钮和”停止/启动“按钮以外,所有设置按钮不起作用
l 当检测到打印机光栅输出时,系统显示“打印进行中”,除了停止按钮可用外,所有按钮不可用
l 如果在10秒时间没有输入端口脉冲信号了,系统进入〈准备就绪〉状态。可按下脱机按钮,进行系统设置、调整。
对于小型平板打印机,对成本的要求更加苛刻,可采用MOTEC智能三相混合式步进产品或者MOTEC智能伺服产品,以类似的控制结构进行应用,但只适合小幅面,对精度要求较低的平板打印机应用。对于小幅面平板打印机来说,设备价格低而用量较大,PLC或单片机的成本在整机成本中的比例更加显著,如能够利用智能三相混合式步进产品或者MOTEC智能伺服产品进行改造,不仅节省下PLC和单片机,减少连线 提高设备的可靠性,还能在一定程度上降低成本。




 投诉建议
投诉建议
提交
MOTEC 可定制型三相混合式步进

松下(Panasonic) 全系列交流伺服

英国TRIO MC302X多轴运动控制器

英国TRIO EURO205X系列多轴运动控制器

英国TRIO MC206X系列多轴运动控制器