


高精半导体芯片激光切割控制系统
高精半导体芯片激光切割控制系统
0 引言
半导体芯片切割控制精度要求非常高,目前国内基本上用的基本上都是进口设备。此为我公司为某半导体厂家开发的设备。
1、系统选型
惯量、扭矩计算
(1)惯量计算
X轴负载惯量:Jx=Mx(P /2π)2
= 20.2×(0.005/2×3.14)
= 0.128×10-4 kgm2
Y轴负载惯量:Jy=My(P/2π)2
=2.9×(0.005/2×3.14)2
= 0.0184×10-4 kgm2
滚珠丝杠: J2 = πρLBDB4/32
= 0.405×10-4 kgm2
X轴电机负载惯量: JLX = Jx+ J2=0.533×10-4 kgm2
Y轴电机负载惯量: JLY= Jy+ J2=0.4234×10-4 kgm2
400w电机惯量:Jm4= 0.26×10-4 kgm2
750w电机惯量:Jm7=0.87×10-4 kgm2
(2)扭矩计算
由于需要的行程速度是100mm/s到150mm/s,这次速度将以250mm/s=15m/min来计算。
电机转速:NL = VL/P=15/0.005 = 3000(min-1)
= 3000 × 2π / 60=314 rad
加速度:a+ = NL/t =3140 rad/s2
X轴负载转矩:TLX=μMgP / 2πη
=0.2×20.2×9.8×0.005/2×3.14×0.9=0.035 Nm
Y轴负载转矩:TLY=μMgP / 2πη
=0.2×2.9×9.8×0.005/2×3.14×0.9=0.00304 Nm
X轴启动转矩:Tpx = (JLX + Jm7)●a+ + TLX
= 0.441 + 0.035 = 0.476 Nm
Y轴启动转矩:Tpy = (JLY + Jm4)●a+ + TLY
= 0.215 + 0.00304 = 0.218 Nm
X轴制动转矩:Tsx = (JLX+ Jm7)●a+ - TL
=0.441-0.035=0.406Nm
Y轴制动转矩:Tsy = (JLY + Jm4)●a+ - TL
= 0.215 - 0.00304 = 0.212 Nm
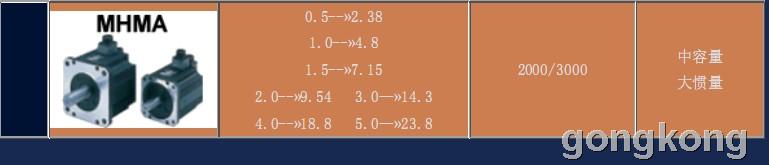
通过以上的计算选用的是松下MHMD400w和MSMD750w的交流伺服电机,该型号输出惯量适合,运行更平稳。X轴用的是750w的伺服系统,额定扭矩为2.4Nm;而Y轴用400w的伺服系统,额定扭矩为1.3Nm;这两款的额定转速都为3000rps;所选伺服的惯量及扭矩都能使载体平稳的运行。
(3)盘式电机选型
由于在盘式伺服上要放的是一个铝制的圆盘,圆盘规格(R=150mm M=1kg 实心):
圆盘惯量J=1/2×M×(D/2)²=1/2×1×(150/2)²=0.0028125 kgm2
扭矩T=角加速度a×惯量J
圆盘转π/2需要的时间是4s 平均角速度V=π/2÷4=0.3925rad/s
则 角加速度=角速度V/加速时间t=0.3925×0.01=39.25rad/s²
则 扭矩T=39.25×0.0028125=0.1104Nm
由于惯量要匹配,盘式伺服承受物体的惯量和盘式伺服自身的惯量的比例在1:10之内是最
理想的,所以所选的盘式伺服ND110-50F自身的惯量是0.00034 kgm2、额定扭矩是2.4Nm最大扭矩是7.2Nm、回转速度是5rps、分辨率是720000 ppr。该盘式伺服的定位精度是±90s,重复定位精度是±18s,外加绝对值选项定位精度可达±15s、重复定位精度±1.8s。
360度=1296000s 圆盘周长 L=πR=3.14×150=471000um 则角度1s=0.363um弧长
所以当定位精度为15s时圆盘的弧长精度可达到5.445um。
1.1实现功能
1、原点复归
2、激光功率检测
3、芯片切割
1.2系统设计

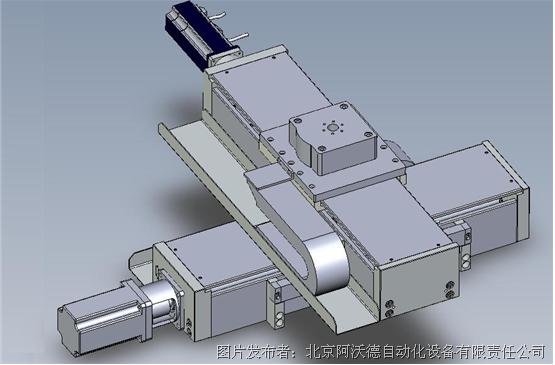
机构运动部分由精密直线位移平台,交流伺服电机,盘式伺服电机,直线光栅,伺服驱动器及极限保护传感器组成.
如图1-1所示, 精密直线位移平台,盘式伺服电机均以行程中心为中点对中安装.X轴配备750w交流伺服电机及直线光栅,Y轴配备400w交流伺服电机,XY轴两侧各安装2个极限保护传感器(行程开关或光藕).
1.3设备图片
2 控制过程
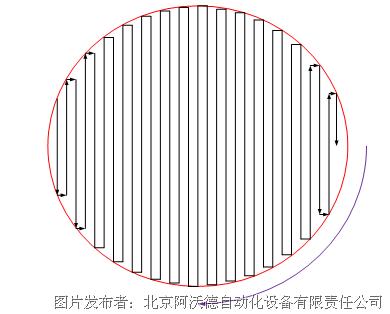
芯片切割
选择所要切割芯片的型号,以安全门关闭为触发信号,真空阀打开,工作台中心由(0,-90,0)处移动至(0,0,0)处,手动X Y轴使监视器十字线对准芯片切割区域中心,按ON键工作台移动至(0,-45,0)处,手动A轴旋转校直芯片,按ON键工作台移动至(0,45,0)处再次校直芯片,如此反复直至芯片校直.长按ON键使工作台回到(0,0,0)点处, 手动X Y轴使监视器十字线对准芯片切割区域中心,长按ON键切割程序启动,氮气阀和排风电机开启.

图2-1
图2-1因芯片尺寸为4英寸,设定程序外圆为4.3英寸(110mm).工作台由中心移动至外圆时,激光R-shutter关闭,由外圆开始切割时, 激光R-shutter开启.
切割过程中可按OFF键暂停程序,手动调整X Y A轴位置,调整期间R-shutter关闭,按ON键程序启动, R-shutter开启,继续切割.
切好一面后,工作台旋转90°,继续切割.
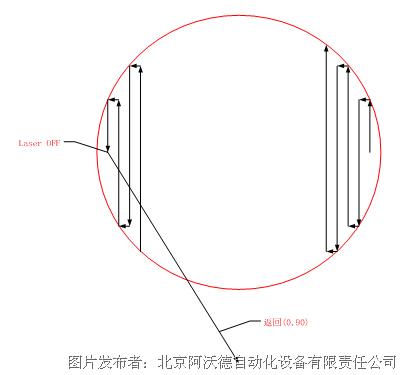
图2-3
整张芯片切割结束后, 激光器R-shutter,氮气阀,真空阀及排风电机均关闭,工作台返回至(0,-90,0)处,安全门打开,工作流程结束.
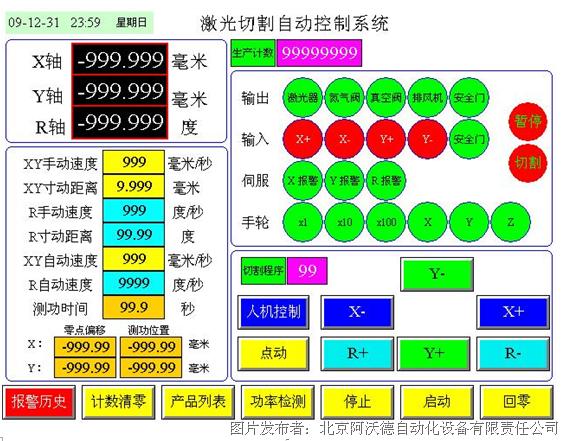
3 操作界面
4 结束语
此设备控制灵活,定位精度高,完全可替代进口设备,得到用户好评。




 投诉建议
投诉建议
提交

MOTEC α系列 交流伺服系统

翠欧(TRIO) P823-MC403三轴运动控制器
松下伺服- 电机、驱动器

日本日机(NIKKI) 三自由度纳米平台

阿沃德荣获慧聪网工业机器人行业“配套件十大品牌”称号