


DVP-PM运动控制型PLC在大型铣镗床上的应用
1 引言
随着科学技术日新月异的发展,机床行业早已进入了自动化时代,普通机床已不能满足加工精度和效率的要求。但数控机床的成本较高,对操作人员和维护人员也有一定的要求。为追求最大的性价比,我们选用了台达PM系列运动控制器作为主要控制部件的方案。
此台产品定位为TX6916,是一台数显落地式铣镗床。由于该机床的四个进给轴功率较大,因此选用了安川ΣⅡ系列伺服驱动器和伺服电机;主轴应客户要求选用了75KW西门子变频器和变频电机;其核心控制部件为台达PM系列运动控制器,选用了两台PM系列PLC为主从结构来控制四个进给轴;并在操作台上安装有触摸屏,通过此屏来精确控制和反馈机床各轴的运行。
PM运动控制器和触摸屏的使用让机床的控制更加方便和精确,此方案提高了机床的加工效率和精度,与同等规格的数控机床相比也大大节省了成本,得到了用户的好评。
2 正文
TX6916是一台镗杆直径为160mm的落地式铣镗床,分为滑座(X轴)、主轴箱(Y轴)、镗杆(Z轴)、方滑枕(W轴)四个进给轴和一个旋转主轴。具有镗、钻、铣、切槽等加工功能,是冶金、能源、电力、矿山、造船等行业大型零件加工的主要设备。铣镗床主要设备参数如下:

电气控制部分主要配置如下:

设备如图1所示。

图1
为提高设备的加工效率和加工精度,此类机床已从原来的普通机床发展到数显机床,动力与传动部分也从早期的普通交流电机和复杂的齿轮变速箱发展到现在的伺服电机无极调速控制。此台TX6916所采用的方案为:以一台触摸屏为控制界面与PM运动控制器通讯连接,并发出操作指令,再由运动控制器发出脉冲给伺服驱动器,以驱动伺服电机执行运行命令。通过数显表显示机床各轴所运行的精确位移,通过PLC的计算在触摸屏上显示各轴的运行速度。并且在PLC上外接一个电子脉冲发生器,基本上可以实现数控机床的手轮微调功能,也方便操作者加工前对刀使用。图2是TX6916的应用方案框图。
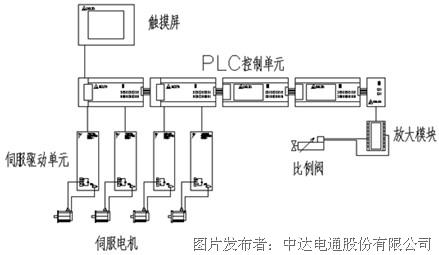
图2
与普通PLC逻辑控制相比,PM运动控制器在机床行业有着极大的优势。机床的轴传动控制采用伺服驱动的方案已经很普遍了,在不选用数控系统来控制的情况下,大多数厂家会使用传统的PLC逻辑关系来控制伺服驱动上的控制点,再加上模拟量的给定。而运动控制器将部分输入输出点定义为固定用处的控制点,采用脉冲输出的方式给伺服单元信号。采用此方案后控制线路变得非常简单,也避免了模拟量因干扰造成的误动作。为实现本机床的液压油路、冷却,附件等部件的动作,PLC除运动控制器外还添加了扩展模块。
PLC的控制线以一个轴为例,具体电路如图3所示。

(a) (b)
图3 具体电路图
伺服驱动器上的连线也比原先用普通PLC逻辑控制的线路相比简单了很多,也无需再用模拟电压给定的速度控制与电子手轮的位置控制相接合的混合控制方式,这样更有利于功能的设置和电路的维护。驱动接线也以一个单元为例如图4所示。
PM系列运动控制器是一种可以高速定位、双轴线性及圆弧插补等多功能可编程控制器,其特色是结合了基本指令、应用指令、运动指令及G代码指令等功能,让程序编写设计更多元化。我们都知道G代码的编程是数控系统中用于加工零件编程的语言,有了这些功能可以实现两轴直线或是圆弧插补,现在仅用PLC就可编写简单的零件加工程序,这也是应用了PM系列运动控制器的新型机床的一大特点!
PM系列运动控制型PLC中为每个可控轴设定了一组特殊寄存器,通过对这些特殊寄存器的赋值来实现不同的控制功能,可通过读一些寄存器中的值来反应当前轴的状态。下面以主机的第一个轴(X轴)为例说明,下以是X轴相关的特殊寄存器定义:
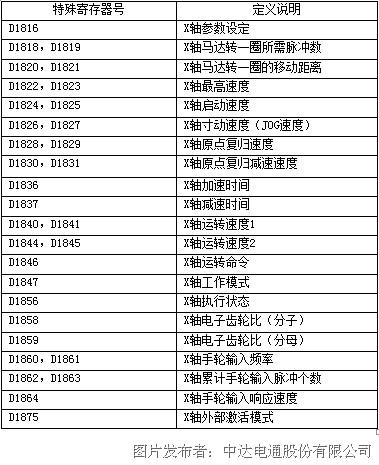
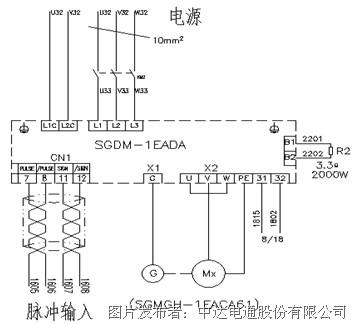
图4
X轴的主要操作、控制和显示是由一台触摸屏来实现人机对话的,触摸屏与DVP-PM通过RS485协议进行通讯,而在PLC中编写的相关程序,对相应的寄存器位进行赋值,从而实现对机床X轴动作的控制。这样的控制方式比在外部用接线的方法来控制伺服单元是更加简便而可靠的方法。每个轴的运行方式都有点动、连续运行和电子手轮微调三种模式,以满足客户在加工过程中的操作需要。同时还在触摸屏上显示出当前轴的进给速度,以便让操作者遵照正确的加工工艺要求。
图5所示为X轴在触摸屏上的人机对话界面。
控制X轴运行的控制中主要程序部分如下:

图5
控制X轴运行的控制中主要程序部分如图6所示。
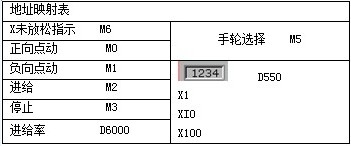
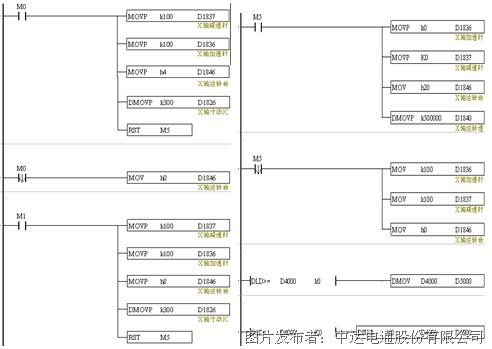
图6

在作为从站的第二台DVP-PM型PLC是对机床镗杆和滑枕这两个轴的控制程序,每个轴的运行控制程序都和X轴的程序相似,从站用的PLC和主站的型号是完全相同的,因此从站中控制两个运动轴的特殊寄存器和主站中的特殊寄存器在本站中有着同样的地址。DVP-PM机型,在内部有规划一个特殊寄存器区块,可相对应于主站的控制寄存器,并利用此架构,自行规划从站欲受主站控制的数据传递,以达到主站与从站的数据交换及运动模式控制的功能。
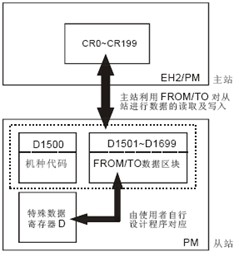
DVP-PM主站使用FROM/TO指令下达命令数据于从站,从站的可擦写控制寄存器为CR#0~CR#199,对应从站内部规划的特殊寄存器区的D1500~D1699。数据传递关系如右图所示:
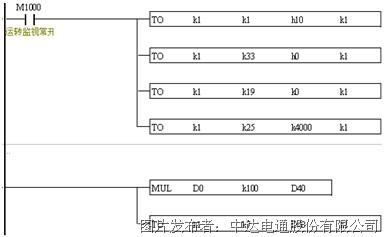
因此我们在作为主站和从站的PLC中分别编写如下程序,以实现主站与从站之间的数据传递。主站以第一个轴传送指令为例:

这样即将主站中地址D100~D103的值传至从站的D1501~D1504中,在从站中第一个轴的操作指令也将和主机中的一样,从M0开始,控制程序也和主机中第一个轴的控制程序基本一致。
本机床的电气控制配置中还有一个模拟量模块,用于主轴箱垂度补偿用。当滑枕伸出距离越大,主轴箱前方下垂的可能性越大,因此在主轴箱靠前方有一根钢丝绳对主轴箱施加一个拉力,以平衡其下垂的角度。这个拉力是由液压实现的,压力的大小由比例阀调节,比例阀则受模拟模块给出的4~20mA的电压控制。因此在程序中需要对此模块进行编程控制。
DVP-PM型运动控制器还有一个特殊功能,可以用G代码和M代码来编写简单的加工程序,这也是这款PLC的特长所在。当然,G代码和M代码的应用也是要通过编程来实现的,由于客户的要求本机床中这一功能并未启用,但在将来此类型机床上完全可以扩展此功能项!
3 结束语
通过TX6916电气设计方案上对DVP-PM运动控制器的运用让我们对PLC有了新的认识,台达PM系列运动控制器以其强大的控制功能实现了对机床进给轴的精确定位,甚至可以实现两轴直线或圆弧插补等数控的功能。可编程控制器、伺服驱动器、触摸屏等自动化工控产品的发展将推动机械制造行业的共同进步。
作者简介
林颖嫔(1981-)女 技术开发部副部长,任职于芜湖日升重型机床有限公司,从事电气设计工作。
参考文献(略)




 投诉建议
投诉建议
提交

追“光”而行 台达邀您共赴上海光伏展之约

台达“解密Cloud to Edge AI” 于COMPUTEX 2024展出驱动AI技术

台达参编中国企业可持续发展报告指南6.0 助力高质量ESG信息披露 共创低碳可持续未来

再获嘉奖 台达收获“中国自动化产业年会”三大奖项

夯实智造升级基础:设备联网 信息通畅