


MOTEC伺服平面贴标解决方案
1.简介
在运动控制应用中,一般电机驱动器运动控制能力较强,但逻辑
与运算功能却比较弱,一般的控制器有全面的逻辑功能,但又很难具
备运动控制的全部功能。传统的PLC+驱动器方案,存在着高速数据传
输,数据同步,抗干扰能力差,线路复杂等问题。
MOTEC 内置 PLC 功能伺服驱动器内部集成了运动控制与逻辑控
制,可以独立完成 PLC+伺服的全部功能,在运行中控制部分可直接
调用伺服参数,不需要通过额外通信接口。响应速度高,抗干扰能力
强。避免接口通讯问题。适用于各种自动化设备。
2.系统分析
平面贴标系统有 送料、贴标 2 个主要工序。传送带上的电眼检
测到有物料来时,伺服电机延时一定的时间启动,伺服电机贴标速度
与传送带同步,当标签电眼检测到标签色标时,伺服电机再走一定长
(停标偏移)停止。其中出标延时决定了标签在平面盒子上的位置,
需要可调;停标偏移决定了出标标头的位置,需要可调。在整个贴标
过程中,两者速度要求一致。
系统示意图: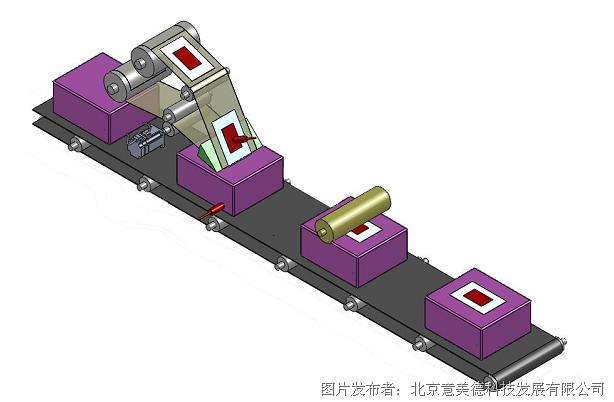
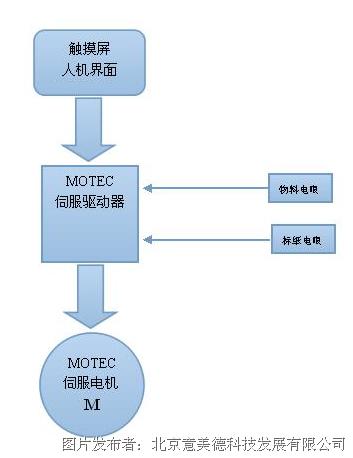
3.电气结构
该贴标机控制系统主要构架为:触摸屏+伺服+传感器,伺服在系
统只既作为控制器,又作为驱动器,相比较原有方案,省略了 PLC,
简化了系统结构。整体电气结构由,人机界面,MOTEC伺服驱动器(带 PLC功能) ,
MOTEC伺服电机。物料传送变频器,变频电机,色标检测电眼,物料
检测电眼构成
4.工作流程
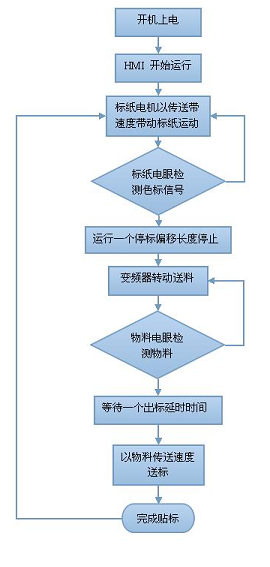
首先开机上电,HMI开始运行,伺服电机带动标纸运动,标纸电
眼检测到色标信号后运行一个停标偏移量停止,变频电机带动传送带,当物料电眼检测到物料到达时,伺服电机延时一个出标延时时间
后,以物料传送速度送标,运行到下一个标纸,电眼检测到色标后再
运行停标偏移量后停止。完成贴标作业循环。
5.HMI 界面
功能特点:画面直观,操做简单。直接实现触摸屏对MOTEC伺服
驱动器的操控,完成参数设置,监控,及动作控制。
主界面:
系统参数:

通过人机界面可以设定系统常用参数,显示伺服工作状态,传感
器状态,产量统计清零等。变频器转速输入 用于输入传送带变频电机转速,通过内部计
算,使伺服在贴标操作中同步物料速度。
手动速度 设置手动前进,手动后退的运行速度,便于调试。
贴标长度 用于输入标纸长度。通过内部计算,得出贴标运动距离。
贴标偏移 用于调整实际工作时, 电眼检测与贴标头贴标位置的偏差。
出标延时 通过延时时间控制贴标在物料的相对位置。
产量统计 检测贴标完成数量。
运动控制:

标签回零 伺服电机带动标纸运转, 检测到色标位置定义为贴标零点。
手动前进 手动后退:以手动速度运行,用于调试。
点动出标 每点击一次, 运行一个贴标周期, 用于调试出标效果。
6.总结
本系统通过人机界面编程, 和 MOTEC伺服内置 PLC多个功能块的
配合使用,成功实现精确平面贴标的使用。极大程度节约用户成本,
简化用户操作。便于客户维护。
7.联系方式
北京意美德科技发展有限公司
北京市东城区东中街 58号美惠大厦B-701
www.motec365.com




 投诉建议
投诉建议
提交

意美德 MOTEC混合式步进电机与驱动器

MOTEC α HLD 系列智能伺服驱动器
MOTEC SD388B-C001三相智能步进驱动器

意美德 TRIO MC206数字运动控制器

意美德 CNC数控PCB钻铣床系统