


台达B-P变频器在细纱机上的应用
1 引言
细纱工序是成纱的最后一道工序,是将粗纱进一步牵伸30~50倍并加捻,纺成具有一定特数、符合相关质量标准的细纱,供捻线、机织或针织使用。细纱机有低速运行、高速运行、吹吸风、落纱等过程。落纱分为自动落纱和中途落纱(暂停工作),自动落纱又分定长落纱和定时落纱。自动落纱的方式、落纱时间及长度均可设置,并能掉电保持。纺织厂生产规模的大小是以细纱机总锭数表示的;细纱产量是决定各工序数量的依据;细纱的质量水平、原料物料耗电量等指标、劳动生产率等是技术和管理水平的体现,因此,细纱工序在纺织厂中占有重要的地位。由于传统的电气控制设备存在精度低、安全性差及故障率高等缺点已经逐渐为现代化自动控制设备所代替。现今细纱机设备的自动化控制程度愈来愈高,根据设备不同会应用到不同种类的工业自动化产品,如:人机界面、PLC、变频器、伺服系统、编码器、温控仪表等各类产品。客户往往可以根据控制对象的不同选择相应的设备来进行控制系统的构建。
台达机电至今已经能为客户提供PLC控制器、温度控制器、计数器、人机界面、变频驱动器、伺服驱动器、数控系统等一系列产品,可以向客户提供完善可靠的机电一体化解决方案。本文基于台达自动化产品实现环锭细纱机的有效控制,值得业界借鉴并推广。
2 控制系统
2.1 系统结构框图
系统结构框图如图1所示。

图1 系统结构框图
本控制系统采用了台达DVP32ES00R2作为控制器,同时采用台达DOP-B05S100人机界面进行系统I/0与纺纱工艺数据的监控,并采用台达VFD-B-P系列纺机专用变频器控制主传动电机。
2.2 系统功能概述
系统功能概述如下:
(1)用PLC控制整个纺纱过程,具有程序开车、钢领板自动升降、中途停车后自动跟踪开车、自动落纱、自动留头等。
(2)设定纺纱的工艺参数,依据工艺要求自动控制;实现定长落纱和锭子速度曲线控制。
(3)显示纺纱过程的锭速、牵引倍数、细纱号数、捻度以及班产累计等。
(4)采用数字通信,提高了系统的抗干扰性。
2.3 各部分控制特点
(1)传动部分:包括主电机、吸风电机、钢领板升降电机、油泵电机及润滑装置、主变频器、升降变频器、清洁器装置、各种低压开关及接触器等。
(2)三自动检测部分:该部分由三自动行程开关、停主电机接近开关、下钢领板接近开关、刹车片构成。其作用为落纱信号给出后能自动适应停车,自动留头,为重新开车降低断头创造条件。
(3)变频器锭子速度控制:该部分由变频器、锭子传动部分、主电机构成,其作用是变频器依据程控器传输的锭子速度控制十点曲线自动调整锭子运行,提高纱线质量和产量。
(4)数据检测部分:该部分由主轴、前罗拉测速光电管组成。功能为自动检测纺纱过程中主轴、前罗拉的运行数据,为计算班产量、锭速、前罗拉转速、前罗拉线速、捻度等工艺参数以及锭子速度曲线控制提供数据。
(5)PLC控制部分:该部分由PLC主单元及IO扩展模块构成,完成全机开关量输入、数据检测以及计算和过程控制,实现纺纱过程自动化和对机器运行情况进行监控。
(6)显示单元部分:HMI与PLC之间以通讯线实现连接,完成纺纱过程工艺参数显示设定,可直接设定锭子运行十点曲线,实现控制柔性化,同时对细纱机运行过程中出现的故障,以对话框的方式进行实时反馈。
(7)通讯部分:由PLC的Port1通讯接口通过RS232C方式与HMI实现参数设定及显示,由PLC的Port2通讯接口通过RS485的方式控制变频器的频率值,从而实现控制锭子运行速度曲线,整机的可靠性、稳定性得到极大的提高。
3 上位机软件设计
上位机控制软件分为:参数设定显示程序、控制主程序、计算采样子程序、通讯子程序和锭子运行曲线子程序。
(1)控制主程序:
软件主控制程序部分,依据工艺要求编制的程序,上电后自动检测各开关量和传感器输入的数据,完成整个纺纱过程自动控制和调用子程序。
(2)参数设定显示程序:
主要依据DOP-B05S100配置完成参数设定显示,包括班次设定、错误设置提示,总产量、班产量累计显示、锭子速度、前罗拉速度、牵引倍数、捻度、产量、细纱号数等参数显示。如图2所示。

图2 参数设定显示界面
(3)计算采样子程序
主要依据主轴、前罗拉、后罗拉数据检测传感器采样结果以及设计参数完成系统计算,用以完成各类显示参数的计算及定长落纱等功能。如图3所示。
|
|  |
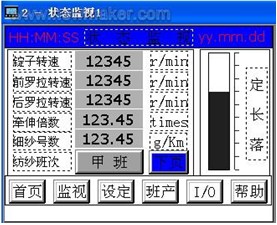
图3 计算采样显示界面 图4 PLC程序梯形图
(4)通讯部分程序及锭子运行曲线子程序
主要采用MODBUS ASCII通讯协议完成与变频器的数据传输,进而控制锭子运行速度曲线。PLC程序如图4所示,锭速曲线图如图5所示。

图5 锭速曲线图
4 结语
本系统采用了台达控制系统解决方案,全机控制采取数字通讯方式,控制精度高,可靠性和抗干扰性能大大提高,并利用“提高软件设计水平来降低硬件投入”原则,不仅降低了系统成本,而且提高了产品的市场竞争能力。运行实践表明,系统比原来旧系统在安全性、可靠性和控制精度上都有了较大的提升,值得业界同行借鉴和推广。




 投诉建议
投诉建议
提交

追“光”而行 台达邀您共赴上海光伏展之约

台达“解密Cloud to Edge AI” 于COMPUTEX 2024展出驱动AI技术

台达参编中国企业可持续发展报告指南6.0 助力高质量ESG信息披露 共创低碳可持续未来

再获嘉奖 台达收获“中国自动化产业年会”三大奖项

夯实智造升级基础:设备联网 信息通畅