


台安SG2在真空包装机上的应用
一、引言
真空包装机是广泛应用于包装行业,原先的设备大多为传统继电器控制,故障率较高、稳定性差、功能简单。台安SG2系列小型PLC具有可靠性高、性价比高等特点,本文结合客户的需求,给出了一套完整的控制系统,使之集成了多种功能于一身,并取得良好经济效益。
二、 真空包装机原理
真空包装机具有四种功能档位:封口、手动真空、自动真空和充气。四种功能由旋转开关进行切换,切换时要求能够立即终止正在进行的功能,内部寄存器和输出需要必须复位,再开始新的功能过程。设备设置一个脚踏开关由触发过程输入控制。
工艺过程描述如下: 1、封口过程 2、手动真空过程 3、自动真空过程 4、充气过程。充气包括2个选择:充气1和充气2,由档位开关选择。
充气过程1:真空->充气(定时器1控制充气时间)->封口。
充气过程2:真空->充气(定时器1控制充气时间)->真空->充气(定时器2控制充气时间)->封口。
三、 SG2应用在真空包装机上
SG2是一款高性能、低价格的小型可编程控制器。具有简易人机功能,定时器可键盘输入功能,且不占用I/O点,可以方便地将3个时间值设置到PLC中,取代了易损坏高成本的时间继电器,通过SG2-20HR-D控制的外围设备有真空泵、充气泵、加热电丝和位置检测开关等。
输入输出点:
输入 | 定义 | 输出 | 定义 |
I0 | 吸嘴前 | Q0 | 真空泵动作 |
I1 | 吸嘴后 | Q1 | 压袋封刀下压 |
I2 | 手动真空 | Q2 | 加温封刀下压 |
I3 | 自动真空 | Q3 | 吸嘴动作 |
I4 | 封口 | Q4 | 充气阀动作 |
I5 | 充气1 | Q5 | 电热丝 |
I6 | 充气2 | ||
I7 | 脚踏开关 |
四、结束语
真空包装机电气控制系统由SG2小型可编程控制器构成,与原先电气控制系统比较,具有明显的优势,可通过简易人机代替了多个时间继电器,节省了PLC的IO点和避免了时间继电器容易损坏的问题,提高了设备的可靠性,产生了良好的经济效益。




 投诉建议
投诉建议
提交

直播预告!践行双碳目标 共享绿色未来—东元智慧节能方案分享

台安MV510通用高压变频器选型样本-中文191129
台安MV510 Series user manual -final(T-V02)
MV510高压变频器用户手册20181116 V3.0
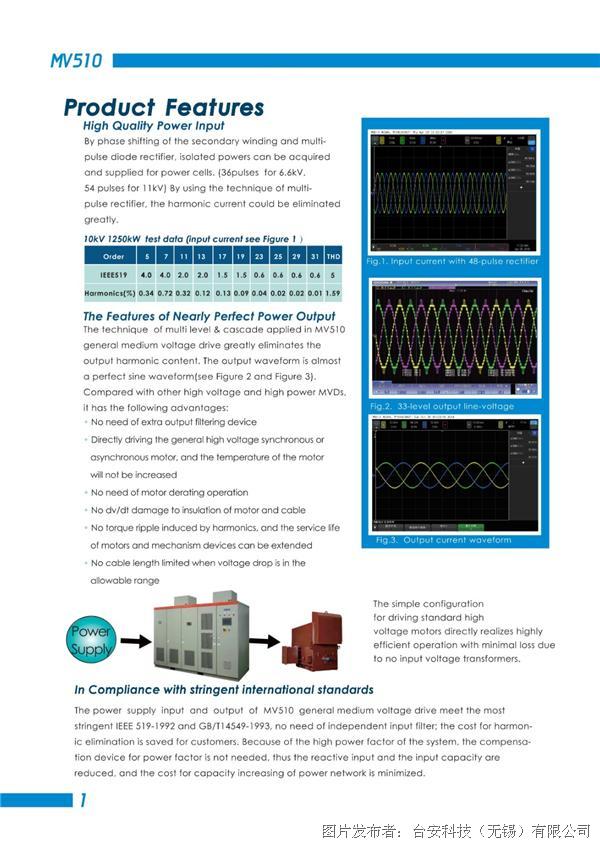
台安MV510通用高压变频器选型样本-英文201231