


台达PLC在起重-集装箱方面的应用
1 工作要求
设备位置参照如下平面布局方案;
该生产线每班生产270个集装箱,每天两班,生产线工作节拍133秒,一个节拍内由本起重机上的两台小车同时运输两台集装箱作纵向(集装箱长度方向)水平移动,提升前集装箱带有4个运箱轮,运箱轮高度为225毫米;
每台小车提升物品主要是集装箱一台,重4吨(不含吊具重量),集装箱尺寸如图1。

图1 集装箱尺寸图
第一个小车输送集装箱动作分三步:提升高度约5.8米,提升中脱掉运箱轮,行走约14-15米,放在支架上,支架高于工作台面不小于1米,便于人员给集装箱下角件内面涂油漆,每个角件油漆时间约10秒;扭锁打开吊具提升,小车返回初始工位上方;确认下一个集装箱停到准确位置后,吊具放下,锁住集装箱并进行下一个循环动作。
第二个小车输送集装箱动作分三步:集装箱角件内面漆涂好以后,放下吊具,扭锁锁定集装箱角件,从支架上提起集装箱,行走约14-15米到达第三个工位上方;把集装箱下放至升降旋转台上;打开扭锁,吊具提升到指定高度,行走约14-15m到支架上方去吊下一个集装箱并进行下一个循环动作。
自动定位,水平定位精度正负10毫米。
收放钢丝绳位置相对于小车固定 。
2 电气控制系统
单个循环内动作全部实现自动控制:初始位置-吊具下降-到箱顶并定位角件孔-扭锁锁紧-起吊集装箱-输送行走-行走到位-吊具下降-扭锁松开-吊具上升-返回初始位置。
两组小车动作即可单独控制,也可联动控制。控制系统分设动力箱,控制箱、遥控器三者结合使用;每组电动葫芦可同步或单独升降;锁紧装置与电动葫芦起升、行走实施联锁,锁扣不到位,不能升降和行走;小车在各工位自动水平定位;应有刹车机构,突然停电时提升行走中的物体原位锁定;小车移动过程中需要有警示灯及声音,龙门吊需配置夜间照明系统,满足夜间工作需要,在拖车司机可视位置安装横移警示灯;电动葫芦除自身携带断路器外,需要另增加一套防止冲顶控制装置及超载限制器,行走电机需要电机专用断路器,也有左右防撞保护装置。
3 控制方案
产品选择主要选用台达DVP60ES00R2+DVP24XP00R*2+DVP08XN11R,变频器等配件客户自行选择。
控制方法:控制的主要框架是通过台达PLC便利指令IST,控制集装箱的动作流程细分为原点回归、自动、手动等几个部分;逐步完善每一步的动作流程。
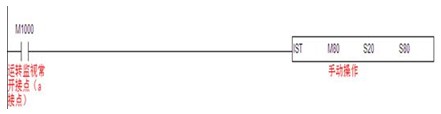
图2 控制方案
如图2所示规划:
M80: 手动操作
M81:原点回归
M82:步进
M83:一次循环 M84:连续运行
M85:原点回归启动 M86:连续运行启动
M87:连续运行停止
部分程序:手动测试调试,如图3。
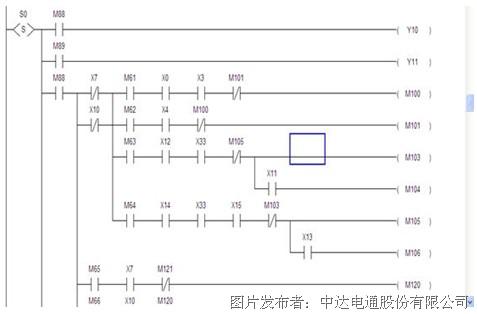
图3 部分程序手动测试
原点回归测试如图4。
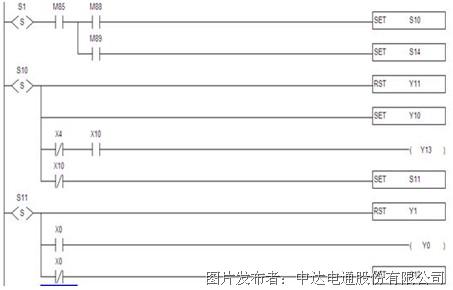
图4 原点回归测试
4 注意事项
使用IST指令时,S10-S19为原点回归使用,此状态步进点不能当做一般的步进点使用。而使用S0-S9的步进点时,S0-S2三个状态点动作分别为手动使用、原点回归以及自动运转使用,因此在程序中,必须先写该三个状态步进点的电路
当切换到S1(原点回归模式)时候,若S1-19之间任何一点ON,则原点回归将不执行。
当切换到S2(自动运转)的模式时候,若自动模式下的的S有任意一点ON,或者是M1043ON,则自动运行部执行。
标志信号说明:
M1040:步进点移动禁止。当M1040=On时,步进点的移动全部禁止。 手动操作模式:M1040一直保持On;原点回归模式/一次循环运转模式:按下停止按钮及再按启动按钮之间,M1040一直保持 On;步进运转模式:M1040一直保持On,只有在启动按钮被按下时,变成 Off;连续运转模式:PLC于STOP→RUN变化时,M1040保持On,启动按钮被按下时,变成 Off。
M1041:步进点移动开始。反应初始步进点S2移动至下一步进点的特M。手动操作模式/原点回归模式:M1041保持Off;单步运行模式/循环运转模式:M1041只有在启动按钮被按下时,变成On;连续运转模式:按下启动按钮时,保持On,按下停止按钮时,保持Off。
M1042:启动脉冲。只有在启动按钮被按下时,送出一次脉冲。
M1043:原点回归完毕。驱动 M1043 =On 代表原点回归动作已经执行完毕。
M1044:原点条件。于连续运转模式下,原点条件M1044必须被驱动为On才可执行初始步进点S2移动至下一步进点的动作。
M1045:全部输出复位禁止。
M1046:STL状态设置ON。
M1047:STL监视有效。
5 小结
目前该设备运行正常,通过PLC控制,提高了集装箱在运行的工作效率,节省了人力成本,台达PLC的质量和功能得到客户认可,以后可以在该行业有更多的合作。
作者简介:
赵松景,出生于1982年2月,毕业于中原工学院,电气工程系自动化专业。现任中达电通股份有限公司系统研发高级工程师,台达产品在河南地区PLC以及HMI技术支持以及经销商的培训工作,负责产品在新行业的开发应用和推广,具有丰富的行业经验。




 投诉建议
投诉建议
提交

追“光”而行 台达邀您共赴上海光伏展之约

台达“解密Cloud to Edge AI” 于COMPUTEX 2024展出驱动AI技术

台达参编中国企业可持续发展报告指南6.0 助力高质量ESG信息披露 共创低碳可持续未来

再获嘉奖 台达收获“中国自动化产业年会”三大奖项

夯实智造升级基础:设备联网 信息通畅