


上海维宏电子 水射流坡口切割的设计
水射流技术又称水刀、水切割技术,水射流切割是将水增至超高压100-400MPa,经节流小孔(φ0.15-φ0.4mm),使水压热能转变为射流动能(流速达900mm/s),用这种高速密集的水射流进行切割。磨料水射流切割则是再往水射流中混入磨料粒子,经混合管形成磨料射流进行切割。在磨料射流中,水射流作为载体使磨料粒子加速,由于磨料质量大、硬度高,磨料水射流较之水射流其射流动能更大,切割效能更强。水射流技术具有切缝窄,切口平整,无热变形,无边缘毛刺,无污染等优点。广泛应用在各种金属、非金属、复合材料的切割以及陶瓷、石材的拼花加工。
1设计依据
在叙述本设计方案时,对X轴、Y轴、Z轴、A轴、B轴进行定义,如下图1:

图1
X、Y、Z指平移轴,A指绕X旋转的旋转轴,B指绕Y轴旋转的旋转轴,C指绕Z轴旋转的旋转轴。轨迹生成是指控制点的轨迹(X, Y, Z, A, B,C),其中控制点指水柱与工件表面接触的切割点。轨迹生成时在文件里全部以角度表示,以角度显示(C轴角度显示为-360°到360°之间)。
机床如图2所示,其中一个轴是绕Z轴旋转,称为C轴,另一个轴自转,称为A轴。其中,A轴倾斜角度不变,初始加工时用户调整A轴自转角度;加工过程中,C轴角度随加工图形自动调整,使水刀在切割面的投影始终与切割前进方向垂直。
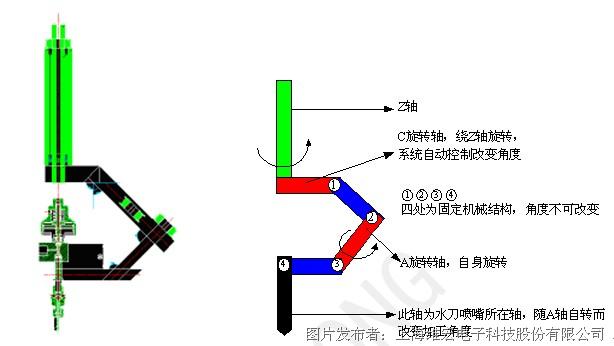
图2机床旋转轴及抽象图
2设计流程
本系统包含三个平移轴X 、Y、Z和两个旋转轴C、A,其中C轴绕Z轴旋转,A轴自转。因此五轴水切割与原有三轴水切割的主要区别是,增加了两个旋转轴C、A,共五个轴,本系统设计主要包含轨迹生成的前置处理和后置插补处理算法两部分:
一是轨迹生成的前置处理:需要将二维的加工刀路生成含有五轴加工信息的刀路文件,即五轴轨迹生成的算法实现;具体就是首先将利用CAD类软件绘制的加工文件导入至NcEditor软件中,在NcEditor中根据切割点在X 、Y原二维加工刀路的运动以及加工前A轴角度,计算控制点(刀尖)的运动轨迹以及随着控制点的运动C轴的旋转角度(因为A轴在加工之前已经旋转完毕,加工过程中只有C轴旋转),最终生成以CAM为组合单元含有六轴(其中A轴为初始时手动调节的值、B轴为0)加工信息的.nce格式的加工文件。
二是后置插补处理算法:将加工刀路变换为数控系统能够识别的加工文件的过程;具体是指实现五轴的插补功能,即将前置处理生成的五轴加工刀路的加工信息转换为NCCMD的过程。
整个系统具体流程图如图3

图3系统流程图
3轨迹生成实现原理
本系统中主要涉及两个模块:轨迹生成模块和解析器插补模块。轨迹生成模块中主要有轨迹生成算法、三轴轨迹到六轴轨迹转换流程。首先介绍算法原理。
由于在切割过程中,旋转轴只有C轴运动,而C轴旋转时带动刀轴作圆锥运动,故在切割直线时,必须保证C轴不动,才能切割出平面。初始时用户手动调整自转轴,使刀轴处于一定状态,而在进行切割时,刀轴需要旋转一定角度,保证刀轴在OXY平面的投影垂直加工图形,垂足为切割点。在拐角处,需要原点旋转,保证加工下一段图形时刀轴处于正确的状态。
根据加工的图形不同,采用的策略:
点:切割点时,C轴不旋转。
直线:切割直线的过程中,C轴不旋转,保证刀轴在OXY平面投影垂直加工直线。
圆弧:切割圆弧时,C轴始终旋转,保证刀轴在OXY平面投影垂直圆弧法线方向,切割过程中旋转的角度为圆弧的圆心角。
圆:切割圆时,起始点的C轴角度确定,切割过程中C轴旋转以保证刀轴在OXY平面投影垂直切割点法线方向,旋转的角度为圆弧经过的圆心角。
直线和直线、直线和圆弧、圆弧和直线、圆弧和圆弧连接:在连接点处,都需要进行原点旋转,旋转的角度为两段加工方向之间的夹角,对直线而言,加工方向即沿着直线前进方向,对圆弧而言,加工方向为切线方向(与圆弧方向一致)。
3.1倾斜方向的确定
因为在加工过程中,用户仅需调整自旋轴角度,然后系统通过调整C轴角度,使刀轴处于正确的加工状态(即刀轴的投影与加工方向垂直),但是对于一段加工轨迹,正确的加工状态有两种,通俗说来为左切、右切。如图4中所示所示:
加工直线为 AB ,方向如黑色箭头所示,如果选择为左切,则加工出来的平面为 ABEF ,即直线 EF 在直线 AB 的左侧;如果选择右切,则加工出来的平面为 ABCD,即直线 CD 在直线 AB 的右侧。

图4 切割平面倾斜方向确定示意图
3.2操作流程
1) 用户导入通过其他CAD/CAM软件绘制的待加工文件;
2) 根据倾斜方向的设定方法,设置水刀切割喷嘴的倾斜方向(参数-> 水切割参数->切面的倾斜方向(左倾或右倾)如图5);
3) 合并能够进行合并操作的图形,并且根据2中设定的倾斜方向统一所有CAD图形的方向;
4) 回机械原点,必须进行,而且要保证旋转轴的工件原点与机械原点重合;同时要保证工件坐标原点是在工件表面;
5) 手动调节自旋轴A的倾斜角度;
6) 将CAD图形保存/另存为.nce格式的文件;开始加工。
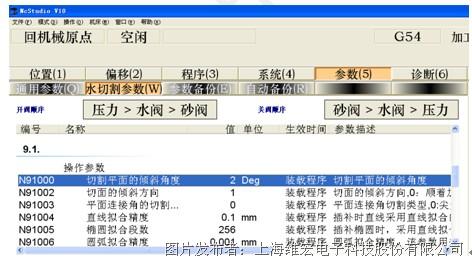
图5 ncstudio 参数
4保证加工文件自动更新
当用户导入了待加工文件,并且进行了轨迹生成操作后,再次更改了切割的倾斜角度,实际的加工轨迹必然发生变化,为保证加工文件能够自动更新,系统提供以下两个参数:
切割平面的倾斜角度;切面的倾斜方向。
其中,“切割平面的倾斜角度”与A自旋轴的角度有关,“切面的倾斜方向”包含两种方向,一种是顺着加工方向看进去加工面向右倾斜,另一种是顺着加工方向看进去加工面向左倾斜。在正式开始加工前,系统判断用户是否对加工文件进行了修改,主要是指切割倾斜的方向、A自旋轴的角度两个中的任意一个是否发生了变化,如果发生变化,则需要重新进行轨迹生成的操作。
其中在进行轨迹生成时保存的是自旋轴A轴的自转角度,该值在初始时设定为无效值,水刀喷嘴切割方向可以直接从水切割参数中获得,默认为水刀喷嘴向左倾斜,只能在进行轨迹生成操作时,重新赋值为参数中的设定值。每次加工前对“切割平面的倾斜角度”和“切面的倾斜方向”进行判断,如果该值已经重新设定,或已经不是无效值,则提醒用户进行轨迹生成的操作后再进行加工。
5验证
主要对两部分实现验证:对轨迹生成的验证和对插补算法的验证。
因为计算过程中所有的图形均分解为直线平面和圆弧(圆台或圆柱被包含在其中),因此可以分别对直线平面和圆弧的轨迹进行验证。
验证直线平面:根据直线的起点(Xs, Ys, Zs, As, Bs),终点(Xe, Ye, Ze, Ae, Be),可以计算出切割的平面方程,只需验证这个平面P1与Z轴的夹角是否与指定的倾斜角相等,否则轨迹生成方法错误。
对于这个直线平面插补算法的验证:可以取这条直线插补算法生成的任意一点(Xm, Ym, Zm, Am, Bm),根据这点和终点(Xe, Ye, Ze, Ae, Be),得出一个平面P2,判断平面P2与P1平面是否重合,如是则认为插补正确,否则插补方法错误。
验证圆台(圆弧)加工:根据圆心(Xo, Yo, Zo),半径R, 起始点(Xs, Ys, Zs, As, Bs),确定起点矢量P,判断矢量P与圆台起点的母线是否重合,否则轨迹生成方法错误。
验证圆弧插补:任取圆弧一段插补数据(Xm, Ym, Zm, Am, Bm),计算这点的矢量P3,判断P3是否与圆台在这点的母线重合,如是则认为插补正确,否则插补方法错误。
结语
通过验证,新增加的两个旋转轴有效地解决了由于水射流能量衰减导致的切割斜面,在大理石拼花切割等行业得到了很好的应用。




 投诉建议
投诉建议
提交

维宏股份:专注自身,匠心打造国产高端数控系统

维宏系统丨解锁门墙柜一体更高的定制需求
年中福利大放送丨维宏618激光节钜惠来袭
WiseCAM平面套料2.3.0全新升级!助力您高效工作!
高速高精,硬核制造 | 维宏五轴加工中心方案