


FANUC机器人程序实例:走轨迹
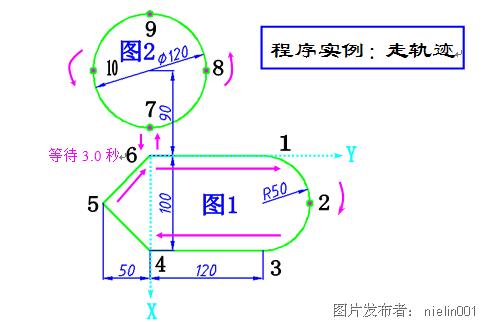
6→1、3→4、4→5、5→6、6→7、7→6 为直线运动;
先画图1,循环3次,等待3秒,再画图2,轨迹如上图所示。
10个位置在
程序(位置寄存器法:建立坐标系,指定位置具体坐标):
程序行 | 指令 | 注释 |
1 | PR[6]=LPOS | 以位置6为原点 |
2 | PR[1]=PR[6] | 将位置6赋值给位置1 |
3 | PR[1,2]=PR[6,2]+120 | 位置1:以位置6为基准,其Y方向+120 |
4 | PR[2]=PR[1] | 将位置1赋值给位置2 |
5 | PR[2,1]=PR[1,1]+50 | 位置2:以位置6为基准,其Y方向+50 |
6 | PR[2,2]=PR[1,2]+50 | 位置2:以位置6为基准,其X方向+50 |
7 | PR[3]=PR[1] | 将位置1赋值给位置3 |
8 | PR[3,1]=PR[1,1]+100 | 位置3:以位置1为基准,其X方向+100 |
9 | PR[4]=PR[3] | 将位置3赋值给位置4 |
10 | PR[4,2]=PR[3,2]-120 | 位置4:以位置3为基准,其Y方向-120 |
11 | PR[5]=PR[2] | 将位置2赋值给位置5 |
12 | PR[5,2]=PR[2,2]-220 | 位置5:以位置2为基准,其Y方向-220 |
13 | PR[6]=PR[1] | 将位置1赋值给位置6 |
14 | PR[6,2]=PR[1,2]-120 | 位置6:以位置1为基准,其Y方向-120 |
15 | R[1]=0 | 程序1初始值为0 |
16 | LBL[1] | 程序1分支标签 |
17 | L PR[6] | 从其它位置以 |
18 | L PR[1] | 从位置6以 |
19 | C PR[2] | 从位置1,经过位置2以 |
PR[3] | 圆弧运动到位置3 | |
20 | L PR[4] | 从位置3以 |
21 | L PR[5] | 从位置4以 |
22 | L PR[6] | 从位置5以 |
23 | R[1]= R[1]+1 | 每循环一次,R[1]值加1 |
24 | IF R[1]<3 JMP LBL[1] | 如果R[1]<3,程序跳转到16 LBL[1]执行 |
25 | WAIT 3.0sec | 在位置6等待3.0秒 |
26 | PR[7]=PR[6] | 将位置6赋值给位置7 |
27 | PR[7,1]=PR[6,1]-30 | 位置7:以位置6为基准,其X方向-30 |
28 | PR[8]=PR[6] | 将位置6赋值给位置8 |
29 | PR[8,1]=PR[6,1]-90 | 位置8:以位置6为基准,其X方向-90 |
PR[8,2]=PR[6,2]+60 | 位置8:以位置6为基准,其Y方向+ 60 | |
30 | PR[9]=PR[6] | 将位置6赋值给位置9 |
31 | PR[9,1]=PR[6,1]-150 | 位置9:以位置6为基准,其X方向-150 |
32 | PR[10]=PR[6] | 将位置6赋值给位置10 |
33 | PR[10,1]=PR[6,1]-90 | 位置10:以位置6为基准,其X方向-90 |
PR[10,2]=PR[6,2]-60 | 位置10:以位置6为基准,其Y方向-60 | |
34 | PR[7]=PR[6] | 将位置6赋值给位置7 |
35 36 | PR[7,1]=PR[6,1]-30 | 位置7:以位置6为基准,其X方向-30 |
36 | PR[6]=PR[7] | 将位置7赋值给位置6 |
37 | PR[6,1]=PR[7,1]+30 | 位置6:以位置7为基准,其X方向+30 |
38 | L PR[6] | 从其它位置以 |
39 | L PR[7] | 从位置6以 |
40 | C PR[8] | 从位置7,经过位置8以 |
PR[9] | 圆弧运动到位置9 | |
41 | C PR[10] | 从位置9,经过位置10以 |
PR[7] | 圆弧运动到位置7 | |
42 | L PR[6] | 从位置7以 |
[END] | 程序运行结束 |
Call test1:调用程序test1




 投诉建议
投诉建议
提交

自动化机床的故障排除技术浅析
安川焊接机器人编程
ABB机器人控制软件RobotWare应用手册SafeMove(英文)

ABB IRB7600 机器人维护信息
ABB IRC5P机器人培训教材