


伟创AC90系列变频器在分切机设备上的应用
1、前言
近几年我国的造纸业及印刷包装行业取得了飞速的发展,面临着前所未有巨大机遇,但相对于世界先进的设备,也面临着巨大的挑战。生产设备的生产能力非常强大,但我们的产品基本处于中低端市场。主要的原因是技术条件的限制。目前为至,大量的分切机上仍旧使用磁粉制动器来进行收放卷张力控制,限制了设备的运行速度,也浪费了能源,而且由于磁粉本身的使用寿命的原因,造成了故障率较高的情况。
伟创公司推出的AC90张力控制变频器,可以进行恒张力控制,并且可以控制张力锥度,保证收卷后各层形状均匀,而且极大的提高了分切机的运行速度。
2、分切机介绍
分切机是一种将宽幅纸张或薄膜分切成多条窄幅材料的机械设备,常用于造纸机械及印刷包装机械。分切机的简易示意图如图1所示。 
分切机的传统控制方案是利用一台大电机来来驱动收放卷的轴,在收放卷轴上加有磁粉离合器,通过调节磁粉离合器的电流 来控制其所产生的阻力,来控制材料表面的张力。
磁粉离合器及制动器是一种特殊的自动化执行元件,它是通过填充于工作间隙的磁粉传递扭矩,改变励磁电流可以改变磁粉 的磁性状态,进而调节传递的扭矩。可用于从零 开始到同步速度的无级调速,适用于高速段微调及中小功率的调速系统。还用于用调节电流的方法调节转矩以保证卷绕过程中张 力保持恒定的开卷或复卷张力控制系统。
其主要的特点是磁粉离合器作为一个阻力装置,通过系统控制,来输出一个直流电压,控制磁粉离合器产生的阻力。主要的 优势是其为被动装置,可以控制较小的张力。其 主要的缺点是速度不能高,高速运行时易造成磁粉高速磨擦,产生高温,造成磁粉离合器发热进而缩短其寿命。
3 伟创变频器在分切机上的控制示意图:
方案说明:
牵引驱动:速度模式,采用伟创通用变频器AC80驱动牵引,控制分切机的运行速度,无PG矢量模式。速度由电位器来 调整。AO2端口输出运行频率,作为放卷变频器、收卷 1、2变频器的线速度给定;
放卷变频:张力模式,采用伟创AC90张力变频器,控制分切机的放卷张力,有PG矢量模式。张力由电位器来调整。 AS端口输入牵引辊运行频率,作为卷径计算线速度, 因工作在放卷发电模式,配置刹车电阻,以释放能量;
收卷1、2变频:张力模式,采用伟创AC90张力变频器,控制分切机的收卷张力,有PG矢量模式。张力由电位器来 调整。AS端口输入牵引辊运行频率,作为卷径计算线速度;
伟创AC90变频器是一种可以实现恒张力控制的变频器,可以通过变频器内部的计算,获得材料的卷径,通过控制变 频器的输出转矩来获得恒张力控制。伟创变频器可以通过 设置系统惯量补偿、摩擦补偿及材料惯量补偿可以补偿由于系统惯量、磨擦阻力及材料惯量引起的起动或加速过程中速度 不均匀的情况,获得非常平稳的张力控制效果。方案简易, 调试简单。而且恒张力控制基本不受速度的影响,可以实现高速分切。 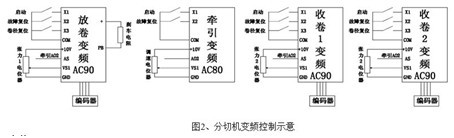
参数:
牵引变频器(AC80):
F0-00(控制方式):0(无PG矢量控制)
F0-02(运行命令通道):1(端子命令)
F0-03(频率给定):2(VS1输入)
F0-14(加速时间):根据实际情况设置
F0-15(减速时间):根据实际情况设置
F2-00(多功能输入端子X1):1(正转运行)
F2-01(多功能输入端子X2):8(故障复位)
F3-23(AO2输出选择):1(输出频率)
F5组参数由电机实际情况设定
放卷变频器(AC90):
F0-00(控制方式):2(有PG矢量控制)
F0-01(控制械式):1(转矩模式)
F0-02(运行命令通道):1(端子命令)
F2-00(多功能输入端子X1):1(正转运行)
F2-01(多功能输入端子X2):8(故障复位)
F2-02(多功能输入端子X3):56(卷径复位)
F5组参数由电机实际情况设定
F7-00(转矩给定源选择):7(张力控制给定)
F7-15(静摩擦补偿):根据情况设定
F7-17(滑动摩擦补偿):根据情况设定
F7-18(转动惯量补偿):根据情况设定
F9-00(张力设定选择):2(VS1)
F9-04(最大张力):根据实际情况设定
F9-05(张力锥度系数):根据实际情况设定
F9-06(锥度补偿修正):根据实际情况设定
F9-06(最大张力):根据实际情况设置
F9-09(机械传动比):根据实际情况设置
F9-10(卷曲模式):1放卷(卷径减小)
F9-11(卷径计算方法选择):1(通过线速度计算)
F9-12(最大卷径):根据实际情况设置
F9-13(卷轴直径):根据实际情况设置
F9-18(卷径复位选择):0(卷径手动复位)
F9-21(卷径计算截止频率):根据实际情况设置
F9-25(线速度输入源):4(AS)
F9-26(最大线速度):根据实际情况设置
F9-27(卷径计算最低线速度):根据实际情况设置
收卷1、2变频器(AC90):
F0-00(控制方式):2(有PG矢量控制)
F0-01(控制械式):1(转矩模式)
F0-02(运行命令通道):1(端子命令)
F2-00(多功能输入端子X1):1(正转运行)
F2-01(多功能输入端子X2):8(故障复位)
F2-02(多功能输入端子X3):56(卷径复位)
F5组参数由电机实际情况设定
F7-00(转矩给定源选择):7(张力控制给定)
F7-15(静摩擦补偿):根据情况设定
F7-17(滑动摩擦补偿):根据情况设定
F7-18(转动惯量补偿):根据情况设定
F9-00(张力设定选择):2(VS1)
F9-04(最大张力):根据实际情况设定
F9-05(张力锥度系数):根据实际情况设定
F9-06(锥度补偿修正):根据实际情况设定
F9-06(最大张力):根据实际情况设置
F9-09(机械传动比):根据实际情况设置
F9-10(卷曲模式):0放卷(卷径增大)
F9-11(卷径计算方法选择):1(通过线速度计算)
F9-12(最大卷径):根据实际情况设置
F9-13(卷轴直径):根据实际情况设置
F9-18(卷径复位选择):0(卷径手动复位)
F9-21(卷径计算截止频率):根据实际情况设置
F9-25(线速度输入源):4(AS)
F9-26(最大线速度):根据实际情况设置
F9-27(卷径计算最低线速度):根据实际情况设置
方案注意事项:
速比不能过大:收放卷变频器采用扭矩控制械式,转矩为张力与卷径的乘积,在空卷时,输出转矩为最小。如果减速比为N,折算到变频器上转矩为转矩/N,若小于电机 额定转矩的5%,则控制的不够准确。
在调试时,首先将收放卷的三个变频器的有PG矢量控制方式下调试正常,否则没法完成后续的转矩控制。在此过程中,最常遇到的问题是编码器信号没有输入、旋转编 码器A、B方向接反、编码器脉冲数输入不正确。这几种问题的表现形式主要是运行速度和输入速度偏差较大或者电机低速蠕动而且运行电流与实际空载电流相差较大。
放卷控制中变频器实际上只是提供一个反向的拉紧力,所以其控制精度要求不高,调试相对简单;
收卷变频器工作在转矩控制模式,在加减速过程中,需要提供额外的转矩用于克服系统的转动惯量。如果不加补偿,则会出现收卷过程中张力偏小减速过程中张力偏大的 现象。如果起动时出现张力变小,则增加系统惯量补偿系数。磨擦补偿主要是克服在整个运行过程中由于系统存在的磨擦力对张力的影响,可通过调节磨擦补偿系数来完成。 正常运行时材料张力若小于设定张力,则将摩擦补偿系数增大。另外需要补偿的是卷轴上材料所产生的转动惯量,通过设定材料的密度及宽度,变频器可计算出当前材料的转 动惯量。调试时合适设定张力锥度,可以控制材料的卷曲质量,避免外紧内松的情况发生。
卷径通过线速计算法来获得的,而卷径又是计算输出转矩的直接的因素,所以正确设定最大线速度是非常关键的。调试时可以通过验证变频器显示的当前卷径和实际卷径, 来判断所设最大线速度是否正确。若显示的当前卷径大于实际卷径,则表明所设的最大线速度偏大。
通过设定以上的几个补偿量,可以有效的改变系统惯量对加减的影响。设定合适的张力,可以达到比较好的收卷控制。
4 结束语
因为用变频器来控制分切机的收放卷控制克服了磁粉固有的弱点,使得高速分切的控制成为了现实,而且大大提高了设备的可靠性,从成本上并没有过多的增加,所以越 来越多的客户开始采用变频器来实现分切机控制。




 投诉建议
投诉建议
提交

伟创电气参加第八届全国建筑施工机械租赁大会

伟创电气亮相印度国际自动化展
伟创电气废渣卸料系统在电厂的应用

伟创电气技术交流会在福建宁德顺利召开

伟创电气参加首届建筑起重机械安全管理交流大会