


用PLC实现对立体仓库机械手部分的控制
2013/11/22 10:50:45
1 引言
机械手是一种能模拟人手臂部分动作,按预定程序轨迹及其它要求,实现抓取、搬运工作或操纵工具自动化装置。而可编程逻辑控制器(PLC)其具有高可靠性、编程方便、易于使用和修改、易于扩展和维护、环境要求低、体积小巧、安装测试方便等性能工业控制中有着广泛应用。我们所设计机械手驱动部件为步进电机驱动器特点,我们采用了日本OMRON公司生产位置控制单元模块NC111,用来产生脉冲和方向电平,来控制机械手运行。2 四自由度机械手结构及运动
四自由度机械手为圆柱坐标型,可实现X轴伸缩、Z轴升降、底盘、腕回转功能。驱动全部采用步进电机控制,夹爪采用气动方式控制。机械手主要完成从3台辊道输送带到立体仓库出货台之间货物传递。
(1) 四自由度机械手主要性能指标
X轴:最大移动距离420mm
Z轴:最大移动距离420mm
底盘回转:最小控制转角0.09°,最大回转角小于等于300°
腕回转:最小控制角0.9°,最大回转角小于等于300°
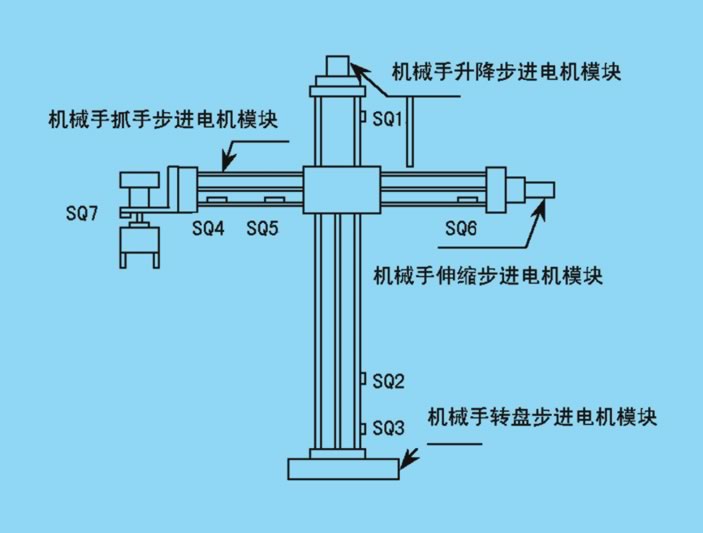 图1 四自由度机械手限位开关示意图
图1 四自由度机械手限位开关示意图
图1为四自由度机械手限位开关示意图,其中SQ1~SQ7为限位开关。其作用是保护运行时不会过限而造成机械上损坏。
(2) 运动流程实际需要而定,如上升嘧笮朽逆时针旋转嘧ナ肿ソ羿下降嘤倚朽顺时针旋转嘧ナ址潘舌返回,还可以有其他工作流程。
3 机械手工作原理
机械手伸缩、升降、转盘、抓手运动是由步进电机驱动器来控制,型号为SH-2H057。其步进电机驱动器输入脉冲和电平信号是由PLC上NC111模块来提供。其电路原理图如图2所示。
 图2 机械手工作电路原理图
图2 机械手工作电路原理图
(1) 步进电机驱动器
本驱动器输入信号共有3路,分别是:步进脉冲信号CP、方向电平信号DIR、脱机信号FREE。它们驱动器内部分别270Ω限流电阻接入负输入端,且电路形式完全相同。OPTO端为3路信号公共正端(3路光耦正端输入),3路输入信号驱动器内部接成共阳方式,OPTO端须接外部系统VCC,VCC是+5V则可以直接接入;VCC+5V则需外部另加限流电阻R,保证给驱动器内部光耦提供8-15mA驱动电流。
a) 步进脉冲信号CP
步进脉冲信号CP用于控制步进电机位置和速度,也就是说,驱动器每接受一个CP脉冲就驱动步进电机旋转一个步距角,改变CP脉冲频率,能改变步进电机转速,控制CP脉冲个数,则可以使步进电机精确定位。这样就可以很方便达到步进电机调速和定位目,本驱动器CP信号为低电平有效,要求CP信号驱动电流为8-15mA,对CP脉冲宽度也有一定要求,一般不小于5μS,如图3所示。
b) 方向信号DIR
方向电平信号DIR用于控制步进电机旋转方向。此信号为高电平时,电机正转;为低电平时,电机反转。电机要转向,必须电机停止以后进行,如图4所示。
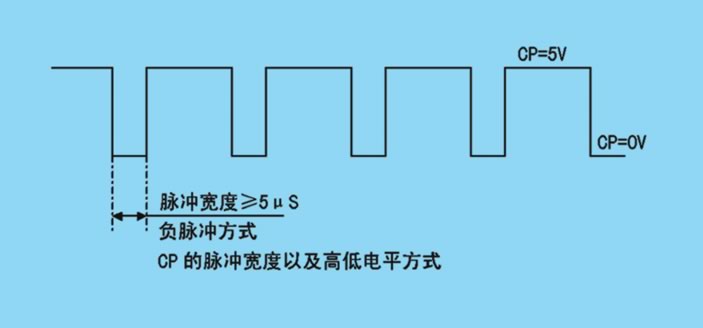 图3 CP脉冲宽度以及高低电平方式
图3 CP脉冲宽度以及高低电平方式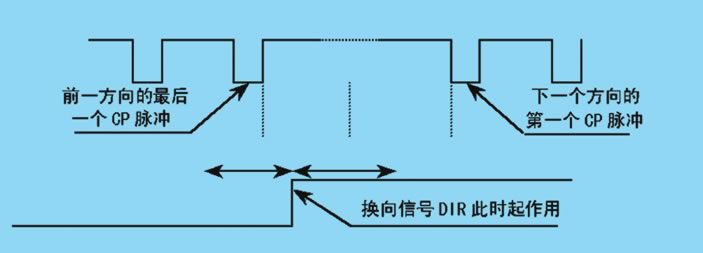 图4 方向信号DIRc) 脱机电平信号FREE
图4 方向信号DIRc) 脱机电平信号FREE
当驱动器上电以后,步进电机处于锁定状态(未施加CP脉冲时)或运行状态(施加CP脉冲时),可以用FREE信号,手动调整电机而不关闭驱动器。
(2) NC111模块工作原理
C200-NC111是C200PC用于位置控制智能单元。它可以为步进电机驱动器或伺服电机驱动器输出脉冲,以控制运动部件位置和速度。
a) 性能指标
l 每个单元可以控制一个轴;
l 输出控制脉冲:-8388607~+8388606;
l 脉冲速率:1~99990个/s;
l 脉冲速率变化:控制系统可实现阶梯式自动加减速,加速度为每毫秒1~999每秒脉冲;
l 原点搜索:可监测原点或原点信号;也可进行原点补偿0~9999个脉冲;也可高速或接近现有速度搜索原点;
l 间隙补偿:0~9999个脉冲;
l 手动操作:可高速点动,低速点动和微动;
l 多点定位:可一次定位20点,以15种速度变化;
b) 系统配置
图5为NC111结构框图。
位控单元有自己微处理器和存储器,还有脉冲发生器和I/O接口。位控单元既可以被PC主CPU单元控制,也可以直接由控制台外部输入信号控制。它总路线及接口电路与C200HPC相连,与主CPU频繁交换信息;另又I/O连接器接收外部开关量输入及输出脉冲。位控单元PC发出控制指令和接收到
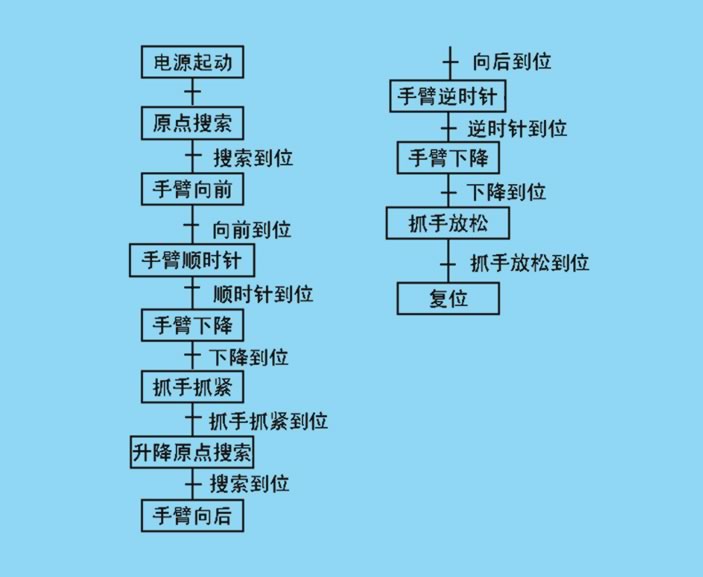 图5 NC111结构框图外部输入信号,由自身CPU执行具体定位算法,并依执行结果控制脉冲发生器输出脉冲数及频率。位控单元减轻了主CPU负担,它最终作为C200HPC一个智能接口单元,占用相应I/O址。NC111插入C200HPC底板槽中,一条40芯插头与外部I/O连接。NC111接收外部操作按钮、限位开关信号,输出脉冲信号,用户PC向NC111设置参数及发出命令,NC111即可自动现场检测信号和PC命令来调整控制输出,达到准确定位。4 机械手流程图及NC111模块数据区设置
图5 NC111结构框图外部输入信号,由自身CPU执行具体定位算法,并依执行结果控制脉冲发生器输出脉冲数及频率。位控单元减轻了主CPU负担,它最终作为C200HPC一个智能接口单元,占用相应I/O址。NC111插入C200HPC底板槽中,一条40芯插头与外部I/O连接。NC111接收外部操作按钮、限位开关信号,输出脉冲信号,用户PC向NC111设置参数及发出命令,NC111即可自动现场检测信号和PC命令来调整控制输出,达到准确定位。4 机械手流程图及NC111模块数据区设置
4.1 启动后机械手流程
(1) 首先进行机械手伸缩、升降、转盘和抓手重启动和原点搜索;
(2) 机械手伸缩臂向前,同时转盘顺时针旋转,一直分别运行到NC111模块positioning action #0中设置输出脉冲个数时停止;
(3) 机械手下降,一直到下降到NC111模块positioning action #0中设置输出脉冲个数时停止;
(4) 抓手电磁闸启动,抓手抓紧,抓起货物A;
(5) 机械手升降进行原点搜索;
(6) 机械手伸缩臂向后,同时转盘逆时针旋转,一直分别运行到NC111模块positioning action #1中设置输出脉冲个数时停止;
(7) 机械手下降,一直到下降到NC111模块positioning action #1中设置输出脉冲个数时停止;
(8) 抓手电磁闸再次启动,抓手放松,货物A放下;
(9) 再次对机械手升降进行原点搜索;
(10) 机械手伸缩臂、转盘进行原点搜索,全部复位。
图6是完成用机械手把货物从辊道上运到堆垛机货台上一个流程。其它流程大体相似,脉冲个数上设置有所不同。本程序已经投入使用,一切工作正常。
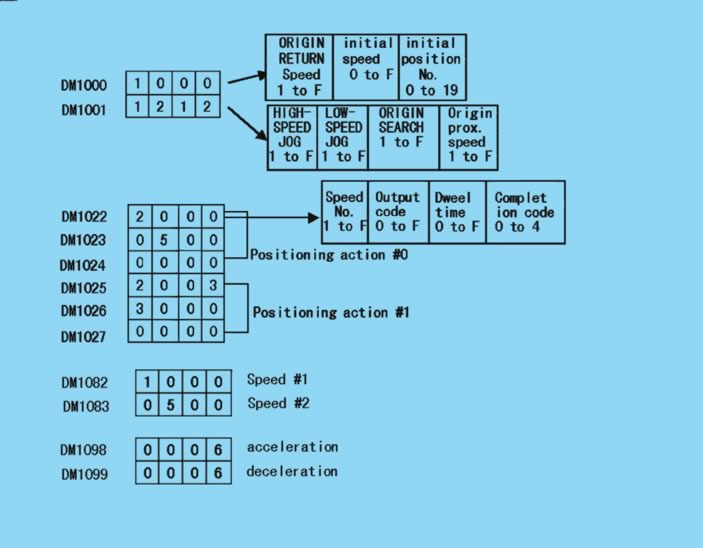 图6 机械手流程图4.2 NC111模块DM区数据设置
图6 机械手流程图4.2 NC111模块DM区数据设置
NC111模块DM区数据设置如图7所示。
图7 NC111模块DM区数据设置
5 结束语
本文以武汉大学物流控制系统实验装置为例,介绍了日本OMRON公司生产NC111位置控制单元模块机械手步进控制中设计应用。说明了机械手动作原理、设计要求、程序设计方法。本文介绍程序已实际生产中获了成功应用。
机械手是一种能模拟人手臂部分动作,按预定程序轨迹及其它要求,实现抓取、搬运工作或操纵工具自动化装置。而可编程逻辑控制器(PLC)其具有高可靠性、编程方便、易于使用和修改、易于扩展和维护、环境要求低、体积小巧、安装测试方便等性能工业控制中有着广泛应用。我们所设计机械手驱动部件为步进电机驱动器特点,我们采用了日本OMRON公司生产位置控制单元模块NC111,用来产生脉冲和方向电平,来控制机械手运行。2 四自由度机械手结构及运动
四自由度机械手为圆柱坐标型,可实现X轴伸缩、Z轴升降、底盘、腕回转功能。驱动全部采用步进电机控制,夹爪采用气动方式控制。机械手主要完成从3台辊道输送带到立体仓库出货台之间货物传递。
(1) 四自由度机械手主要性能指标
X轴:最大移动距离420mm
Z轴:最大移动距离420mm
底盘回转:最小控制转角0.09°,最大回转角小于等于300°
腕回转:最小控制角0.9°,最大回转角小于等于300°
图1 四自由度机械手限位开关示意图图1为四自由度机械手限位开关示意图,其中SQ1~SQ7为限位开关。其作用是保护运行时不会过限而造成机械上损坏。
(2) 运动流程实际需要而定,如上升嘧笮朽逆时针旋转嘧ナ肿ソ羿下降嘤倚朽顺时针旋转嘧ナ址潘舌返回,还可以有其他工作流程。
3 机械手工作原理
机械手伸缩、升降、转盘、抓手运动是由步进电机驱动器来控制,型号为SH-2H057。其步进电机驱动器输入脉冲和电平信号是由PLC上NC111模块来提供。其电路原理图如图2所示。
图2 机械手工作电路原理图(1) 步进电机驱动器
本驱动器输入信号共有3路,分别是:步进脉冲信号CP、方向电平信号DIR、脱机信号FREE。它们驱动器内部分别270Ω限流电阻接入负输入端,且电路形式完全相同。OPTO端为3路信号公共正端(3路光耦正端输入),3路输入信号驱动器内部接成共阳方式,OPTO端须接外部系统VCC,VCC是+5V则可以直接接入;VCC+5V则需外部另加限流电阻R,保证给驱动器内部光耦提供8-15mA驱动电流。
a) 步进脉冲信号CP
步进脉冲信号CP用于控制步进电机位置和速度,也就是说,驱动器每接受一个CP脉冲就驱动步进电机旋转一个步距角,改变CP脉冲频率,能改变步进电机转速,控制CP脉冲个数,则可以使步进电机精确定位。这样就可以很方便达到步进电机调速和定位目,本驱动器CP信号为低电平有效,要求CP信号驱动电流为8-15mA,对CP脉冲宽度也有一定要求,一般不小于5μS,如图3所示。
b) 方向信号DIR
方向电平信号DIR用于控制步进电机旋转方向。此信号为高电平时,电机正转;为低电平时,电机反转。电机要转向,必须电机停止以后进行,如图4所示。
图3 CP脉冲宽度以及高低电平方式 图4 方向信号DIRc) 脱机电平信号FREE当驱动器上电以后,步进电机处于锁定状态(未施加CP脉冲时)或运行状态(施加CP脉冲时),可以用FREE信号,手动调整电机而不关闭驱动器。
(2) NC111模块工作原理
C200-NC111是C200PC用于位置控制智能单元。它可以为步进电机驱动器或伺服电机驱动器输出脉冲,以控制运动部件位置和速度。
a) 性能指标
l 每个单元可以控制一个轴;
l 输出控制脉冲:-8388607~+8388606;
l 脉冲速率:1~99990个/s;
l 脉冲速率变化:控制系统可实现阶梯式自动加减速,加速度为每毫秒1~999每秒脉冲;
l 原点搜索:可监测原点或原点信号;也可进行原点补偿0~9999个脉冲;也可高速或接近现有速度搜索原点;
l 间隙补偿:0~9999个脉冲;
l 手动操作:可高速点动,低速点动和微动;
l 多点定位:可一次定位20点,以15种速度变化;
b) 系统配置
图5为NC111结构框图。
位控单元有自己微处理器和存储器,还有脉冲发生器和I/O接口。位控单元既可以被PC主CPU单元控制,也可以直接由控制台外部输入信号控制。它总路线及接口电路与C200HPC相连,与主CPU频繁交换信息;另又I/O连接器接收外部开关量输入及输出脉冲。位控单元PC发出控制指令和接收到
图5 NC111结构框图外部输入信号,由自身CPU执行具体定位算法,并依执行结果控制脉冲发生器输出脉冲数及频率。位控单元减轻了主CPU负担,它最终作为C200HPC一个智能接口单元,占用相应I/O址。NC111插入C200HPC底板槽中,一条40芯插头与外部I/O连接。NC111接收外部操作按钮、限位开关信号,输出脉冲信号,用户PC向NC111设置参数及发出命令,NC111即可自动现场检测信号和PC命令来调整控制输出,达到准确定位。4 机械手流程图及NC111模块数据区设置4.1 启动后机械手流程
(1) 首先进行机械手伸缩、升降、转盘和抓手重启动和原点搜索;
(2) 机械手伸缩臂向前,同时转盘顺时针旋转,一直分别运行到NC111模块positioning action #0中设置输出脉冲个数时停止;
(3) 机械手下降,一直到下降到NC111模块positioning action #0中设置输出脉冲个数时停止;
(4) 抓手电磁闸启动,抓手抓紧,抓起货物A;
(5) 机械手升降进行原点搜索;
(6) 机械手伸缩臂向后,同时转盘逆时针旋转,一直分别运行到NC111模块positioning action #1中设置输出脉冲个数时停止;
(7) 机械手下降,一直到下降到NC111模块positioning action #1中设置输出脉冲个数时停止;
(8) 抓手电磁闸再次启动,抓手放松,货物A放下;
(9) 再次对机械手升降进行原点搜索;
(10) 机械手伸缩臂、转盘进行原点搜索,全部复位。
图6是完成用机械手把货物从辊道上运到堆垛机货台上一个流程。其它流程大体相似,脉冲个数上设置有所不同。本程序已经投入使用,一切工作正常。
图6 机械手流程图4.2 NC111模块DM区数据设置NC111模块DM区数据设置如图7所示。
图7 NC111模块DM区数据设置
5 结束语
本文以武汉大学物流控制系统实验装置为例,介绍了日本OMRON公司生产NC111位置控制单元模块机械手步进控制中设计应用。说明了机械手动作原理、设计要求、程序设计方法。本文介绍程序已实际生产中获了成功应用。




 投诉建议
投诉建议
提交
查看更多评论
其他资讯

助力企业恢复“战斗状态”:MyMRO我的万物集·固安捷升级开工场景方案

车规MOSFET技术确保功率开关管的可靠性和强电流处理能力

未来十年, 化工企业应如何提高资源效率及减少运营中的碳足迹?

2023年制造业“开门红”,抢滩大湾区市场锁定DMP工博会

2023钢铁展洽会4月全新起航 将在日照触发更多商机