1. 项目简介
1.1 项目目的
储料筒通过小车到达指定的上料位置,在上料位置经过定位处理后,可以使储料筒固定到指定位置,即抓取位置,到位后,通过人工通知机器人开始工作,抓取工件到相应的倒料位置,机器人翻转,将物料倒出,并将空的料筒放置到另一个物料小车上,等待下一个请求,继续工作,当上料小车空置后,通过声光提醒人工更换,。
1.2 技术要求
① 本方案实现上下料全自动工作流程
② 机器人夹取物品动作要确保正确、到位,卡爪夹持工件不能造成包装造成损伤;
③ 夹具具有位置确认开关;
④ 确保一次取放一个工件和取放的准确性。
⑤ 配合包装生产线的生产节拍,保证工作效率;
⑥ 控制系统具有控制异常、急停等故障显示和报警功能;
2. 作业流程说明
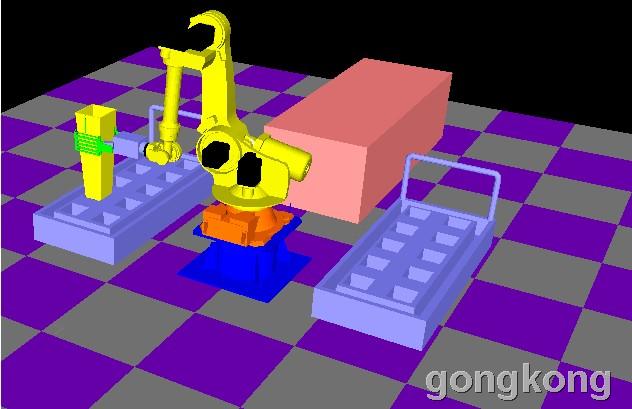
2.1布局图
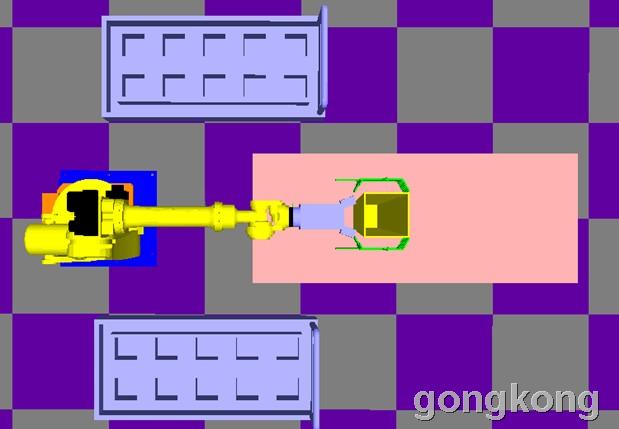
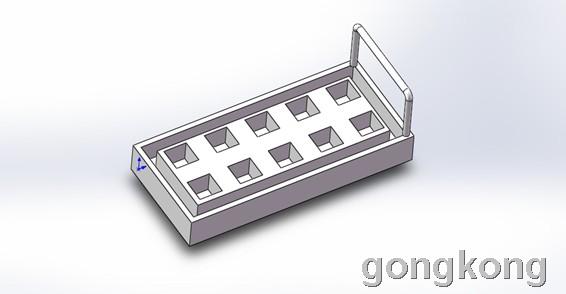
2.2上下料小车
2.3工作流程
1、 人工将上料小车输送到上料位置,和空的下料小车放置到下料位置

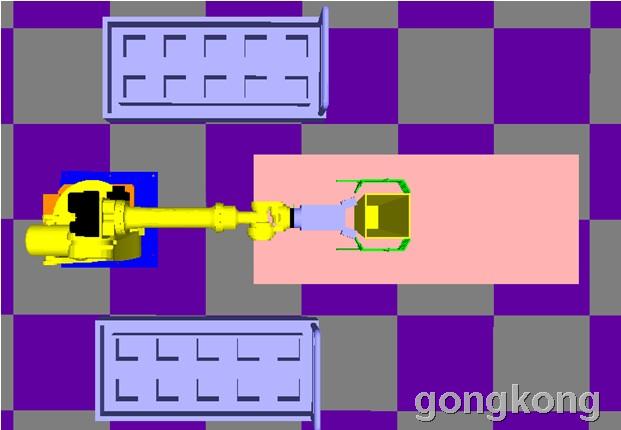
2、 机器人判断是否有料,如果有料,从取料位置取物料筒,
3、 机器人将物料筒搬运至工作台上方,并倒置,利用振动器开始振动,是物料倒出,

放置空的料筒

2.4 控制模式分类
1、自动模式
机器人自动上下料可以实现自动上下料生产,需要人工进行物料的输送工作。
2、手动模式
操作者借助人机界面或机器人示教手动完成机器人码垛、托盘移动等操作
3、紧急模式
在运行过程中紧急情况发生,所有设备立即停止运行,进入紧急停车模式
4、错误模式
当发生出错信号后,系统进入错误处理程序,可以根据客户设定的流程处理,并且在人机界面上显示错误信息。
5、模拟运行模式
此功能用于测试,在此功能下机器人和控制系统能够忽略部分输入信号,模拟整个生产流程,以检验设备动作是否正常。
3. 系统组成

表1系统组成
4. 设备技术规格
4.1机器人说明
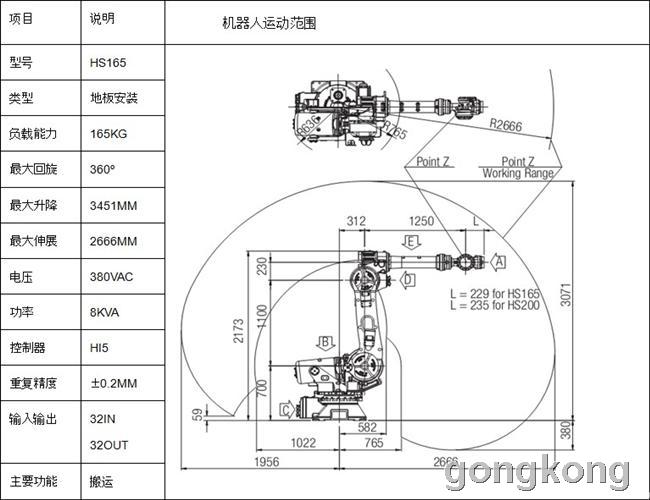
表4机器人详细机械参数
4.2夹具说明
采用专用真空吸盘式来夹持工件,手爪的集成由罗升负责设计制作。
 表5夹具样式及参数
表5夹具样式及参数
4.3机器人控制柜说明

表

5机器人控制柜参数
4.4示敎器规格

表6 示教器参数
4.5控制系统及PLC说明
采用三菱逻辑控制器(PLC )进行系统逻辑控制。完成对机器人、操作按钮、触摸屏和指示灯、安全光栅和安全门开关等各种外设的通讯控制工作。
人机界面采用海泰克彩色触摸屏,编制良好的人机界面,完成生产管理、状态管理和维护管理等工作。

表8 控制系统参数
4.6 安全围栏及安全门
用来防止出现机器人在自动运动过程中由于人员的意外闯入而造成的安全事故。 安全围栏上设置有安全门,当需要检修设备时,人员可由安全门进入机器人动作区域,而此时安全门上的安全开关会被断开,禁止机器人的自动启动,保障人员的安全。 围栏采用方钢管作为支撑立柱,采用工业钢板网作为隔断面,颜色可由客户制定,或安照罗升标准的黄色制作,高度为2000mm 。
5. 项目的优点:
1、节约人工,降低劳动强度,每个桶重25Kg,每两分钟搬运一次,劳动强度大,
2、食品级应用,避免人工的接触,提高产品的安全等级
3、为进一步实现无人化车间做好了准备。

上一篇:LOGO!快速提升安全门篇
手机扫描二维码分享本页

工控网APP下载安装
| 评价: | 一般 | ||

