


基于LK的污水处理厂PLC系统
1 引言
山东禹城第二污水处理厂项目是2011年禹城市二十大民生实事工程之一,总设计规模9万m3/d,其中一期工程设计规模3万m3/d。设计出水水质达到《城市污水处理厂污染物排放标准》一级A标准,项目实施完毕后将有效解决高新开发区内工业企业的污水处理问题。该污水处理厂控制系统以和利时公司LK系列PLC为核心,为整个系统的安全稳定运行提供了可靠保障。
2 污水处理控制系统的设计
污水处理厂控制系统设计基于现代先进控制思想,采用分散控制、集中监测管理的控制方式,以和利时公司LK系列PLC为核心的控制系统。基于LK系列PLC应用于污水处理厂,完全能满足A2/O生物除磷脱氮处理工艺控制的要求,提供了一种高可靠性、低成本、更优化的控制方案。
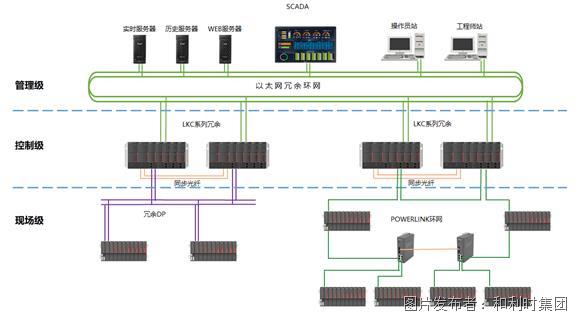
污水处理厂采用以LK210为主要PLC的集中和分散相结合的计算机控制系统,设1个中心控制室、4个现场PLC控制站。整个控制系统的结构原理图如图1所示。现场控制站对污水处理厂各过程进行分散控制,再由中心控制室对全厂实行集中管理。各现场控制站与中心控制室之间由工业以太网进行数据通信,传输介质为光纤,采用环型拓扑网络结构,传输速率为100Mbps。

图1 结构原理图
3 污水处理控制系统的功能
污水处理厂升级改造控制系统分为三级管理,包括生产管理级(中心控制室)、现场控制级(PLC控制站)及就地控制级。各级管理功能如下:
3.1 生产管理级(中心控制室)
主要完成对污水处理厂的管理、调度、集中操作、监视、系统功能组态、控制参数在线修改和设置、记录、报表生成及打印、故障报警等功能。系统提供了友好的人机界面,具备如下功能:
1)采集和实时监控全厂各工段的工艺参数值,电气参数值及生产设备的运行状态信息。
2)调节回路显示,包括所有调节回路,可修改设定值、控制方式、调节参数等,并有实时趋势图便于进行PID回路整定。
3)根据采集到的信息,建立各类信息数据库并对各类工艺参数值作出趋势曲线(含历史数据),供操作人员分析比较。
4)报警系统提供过程中出现的故障、操作状态以及自动化过程中的综合信息以帮助及时发现危险情况,以减少污水处理厂运行过程中的严重事故和故障。这些信息以可见和可听的方式提醒操作人员,如某一监控回路出现故障,系统中相应监控画面中的回路部分会变色和闪烁,并伴有音响和报警信息提示操作员注意,同时将报警信息存储及打印输出。系统具有不同的信息类型和信息等级,以帮助操作人员能以最快的速度确认最重要的报警信息。
5)以"人--机"对话方式指导操作。自动状态下,可用键盘或鼠标对有关设备进行手动操作(如开/停机操作)。
6)显示全厂平面及几十幅工艺流程中的剖面图。
7)动态图形及实时数据显示。图形系统可以处理所有屏幕上的输入输出信号。可根据用户需要,利用图形工具对工艺图、动态曲线、历史趋势图、棒图及表格进行动态或静态显示。
8)对重要设备的操作、重要参数的修改自动进行记录,以便进行管理及事故分析。
9)系统设置为多用户、多区域方式进行严格的安全管理。
10)采用分级操作与维护的工作方式。所有人员进入系统操作,首先进行登录,登录包括用户名称和口令,系统根据登录人的级别开放相应的功能:对于一般操作员只能进行简单的、系统正常情况下的操作;而对于系统维护则应由系统管理员来完成。
11)与工厂管理系统联网,实现资源共享、综合管理。
12)通过通信总线与其他厂家的控制系统进行通信。
3.2 现场控制级(PLC控制站)
根据厂区内生产构筑物的分布和工艺过程的要求,各现场PLC站通过主干网络联结起来。作为控制层,具备如下功能:
1)按控制程序对所辖工段内的工艺过程、电气设备进行自动控制,同时采集工艺参数,电气参数及电气设备运行状态。
2)通过通信网络与中央控制室的监控管理系统进行通信。向监控管理系统传送数据,并接受监控管理系统发出的开停机命令。
3)现场控制站提供方便的自动控制, 临界报警和连续的回路控制。
4)无响应报警:在任何时候,如果现场设备对控制站PLC的输出无响应(开/停或开/关超时不响应)。控制站PLC要发出一个错误信号。
5)为控制站PLC程序预置的值,可以通过中央监控站调整。
3.2.1 粗格栅和提升泵房控制站
主要用于粗格栅和提升泵房设备的控制及数据采集。主要功能包括:
1)通过超声波液位差计连续测量粗格栅前后液位差值,并与设定值比较,控制机械格栅的开启和上下运行排渣。也可采用设定时间控制排渣周期。
2)通过超声波液位计测量液位数据,根据液位开启提升泵。
3)实时采集液位计、液位差、进水泵管道压力等参数。
3.2.2 细格栅控制站
主要用于细格栅、沉砂池设备的控制及数据采集。主要功能包括:
1)通过超声波液位差计连续测量细格栅前后液位差值,并与设定值比较,控制机械格栅的开启和上下运行排渣。也可采用设定时间控制排渣周期。
2)实时采集液位差、进水COD,PH,SS,流量等参数。
3)根据设定周期控制沉砂池上其它设备的运行。
3.2.3 SBR控制站
主要用于水解酸化池及设备的控制及数据采集。主要功能包括:
1)自动控制处于工作状态的所有设备的连续运行。
2)根据工艺要求使设备周期性循环运行,运行时间现场可调整。
3)实时采集压力、液位等参数。
4)完成与其他设备的联网。
3.2.4 脱水机房站
主要用于脱水机房设备的控制及数据采集。主要功能包括:
1)脱水机房控制由脱水机房厂家负责,PLC站点只进行监控操作。
2)对储泥池搅拌器进行控制,按照定时控制。
3)实时采集储泥池液位、剩余污泥管流量等参数。
4)控制鼓风机管道阀门的开度
3.3 就地控制级
将现场控制箱上的“就地/远程”旋钮切换至“就地”位置,通过箱上的“启动/停止”按钮实现就地手动控制。
污水处理厂升级改造控制系统设计为三种控制方式,三种方式的级别由高到低依次为就地手动、远程手动、远程自动。
4 污水处理控制系统的特点
基于LK系列PLC在污水处理厂处理控制系统有以下特点。
1)高性能。系统组件的设计符合真正的工业等级,控制系统能在严格的工业环境下长期、稳定地运行,尽可能降低控制系统故障风险,保证能源收益,确保水厂7×24小时的不间断供水服务。
LK系列PLC配置了工业级的处理器,其主频可以达到533MHz,同时具有纳秒级的处理速度,单条指令最快可以达到13ns的处理速度;具有大容量的内存,程序容量可以达到16M,数据容量可以达到64M,而掉电保持数据的存储则可以达到1M;还拥有非常大的系统I/O容量,数字量I/O可达57344点,模拟量I/O则可达3584点;LK系列PLC的定时器和计数器是超长不限点的,只要在程序容量允许的范围内用户可以随意使用。
2)高可靠性。PLC控制站一般设于高电磁干扰环境,如提升泵房、鼓风机房等。 基于LK系列PLC的控制系统具有较强的电磁兼容性,系统采用各种隔离、抗干扰设计,保证系统能在强电磁干扰环境中稳定运行。
水处理环境可能因遭受污染并加速设备中电子元件的老化,基于LK系列PLC可提供特殊的保护工艺(保护涂层)的模块,提高元件在腐蚀性化学品和腐蚀性环境中的使用寿命,避免意外停机,降低维护成本。
3)易用性和易维护性。PLC控制系统一经安装完毕,控制系统便可进入自动运行状态。 在自动运行过程中需要PLC控制系统在不影响整个系统运行的情况下进行模块的更换及系统维护。
LK系列PLC的模块支持带电插拔,更换模块时无需中断系统运行,新模块将会自动进行数据的初始化设置,并快速与CPU建立通信;背板上设计有防混淆,以避免插错模块;灵活的SD存储卡,可进行工程恢复及备份复制,使系统维护更加方便、快捷。
4)开放性和兼容性。基于标准协议的通讯网络可非常方便地将第三方设备接入,如加药系统、紫外线消毒、及污泥脱水机等,允许大量过程反馈信息传输,支持设备参数访问功能,可提高系统的性能与诊断能力。
该控制系统不仅支持与各种上位监控软件的通讯,例如iFIX、INTOUCH、组态王、MCGS、力控等,而且支持与主流品牌触摸屏的通讯,例如Pro-Face、HITECH、eView、Weinview、nTouch。只要HMI支持标准的通讯协议,都可以很方便的进行连接。
强大的扩展功能可为远期扩容、升级改造预留接口及容量。
5)过程诊断和在线维护。提供的强大诊断功能,能够方便、高效访问相关信息,发现导致故障的根本原因以及需要修正的过程参数等,以便提前发现生产过程中存在的问题,可以避免设备意外停机,从而降低运营成本。
操作站安装上位监控组态软件HollyView6.53及LK编程软件PowerPro V4,具有强大的功能,可方便、直观地进行上位机组态和PLC编程,且支持在线下载、在线修改以及离线仿真调试等功能。
5 结论
基于LK系列PLC在污水处理厂控制系统的设计与实现,充分发挥了LK系列PLC配置灵活、控制可靠、开放性强和在线维护方便等优点,为整个系统的安全稳定运行提供了可靠保障。
参考文献:
[1] LK大型可编程控制器硬件手册[M].北京:北京和利时集团,2011
[2] LK系列可编程控制器选型样本[M].北京:北京和利时集团,2011
[3] 水处理行业自动化解决方案[M].北京:北京和利时集团,2010




 投诉建议
投诉建议
提交

和利时助力常德至长沙实现高铁全线贯通
喜讯!和利时连中两标边缘智能控制器采购项目

助力智慧公路发展——和利时成功中标内蒙古气象发布服务项目

和利时荣膺2022第二届智能制造创新大赛多项大奖
和利时LKC系列可编程逻辑控制器